|
9.3 GMAW and FCAW Power Sources
GMAW and FCAW welding power sources provide a constant voltage. A common type of power source is the transformer-rectifier machine. GMAW and most FCAW is done using direct current electrode positive (DCEP). Direct current electrode negative (DCEN) can be used in special applications which includes surfacing. Alternating current (ac) is not used for GMAW or FCAW. Inverter power sources are much smaller and lighter than traditional transformer-rectifier machines. This type of power source is gaining in popularity. An inverter can be built for constant voltage for GMAW and FCAW. An inverter may be built for constant current for SMAW and GTAW. Some inverter power supplies are built and can be used for various welding processes. Inverter power supplies that are designed for multiple processes provide a choice of constant current (cc) or constant voltage (cv) from the same machine. The welder must select the constant voltage mode when gas metal arc welding or flux cored arc welding. An inverter machine performs very much like a transformer-rectifier constant voltage machine. |
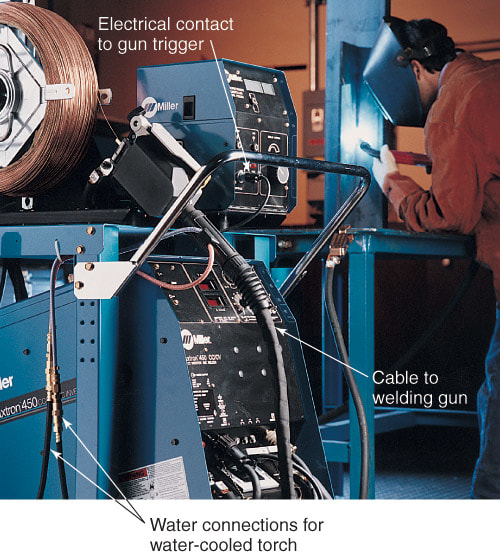
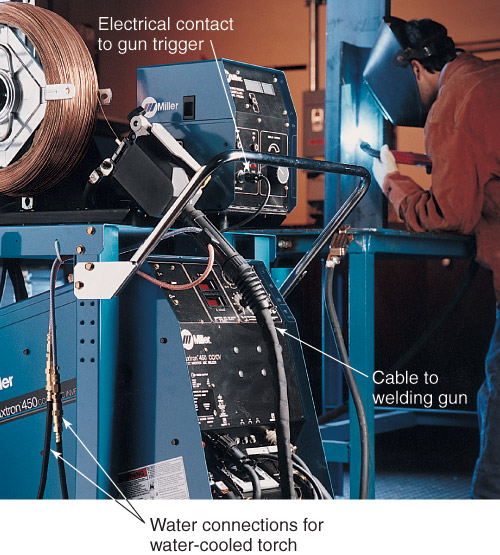
Figure 9-9. An inverter power source with a separate wire feeder mounted on top of the welder. (Miller Electric Mfg. Co.)
|
Transformer-rectifier machines are designed to control voltage. Voltage is one of the two important variables used to set the welding parameters for GMAW. On the front of the machine, there is a control that is used to set the voltage.
The second important variable is the wire feed speed. Machines used for GMAW and FCAW may have a wire feeder built into the power supply, or the wire feeder may be an external unit, as seen in Figure 9-9. If the wire feeder is built into the power source, the wire feed speed control is on the welding power source. If the wire feeder is not in the power source, the wire feed speed is set on the external wire feeder. When the welder changes the wire feed speed, the welding current changes to adapt to the new wire speed. A higher wire feed speed requires a higher current to melt the welding wire faster. A slower wire feed speed requires less current to melt the welding wire.
Inverter machine controls are very similar to those on a transformer-rectifier machine. If the inverter machine has the ability to perform multiple welding processes, select GMAW or the constant voltage setting. After making this selection, set the voltage. The wire feed speed setting determines the wire feed speed and also sets the appropriate current. The output and performance of an inverter are the same as those of a transformer-rectifier type machine. Refer to Chapter 5 for more information on inverter machines.
The second important variable is the wire feed speed. Machines used for GMAW and FCAW may have a wire feeder built into the power supply, or the wire feeder may be an external unit, as seen in Figure 9-9. If the wire feeder is built into the power source, the wire feed speed control is on the welding power source. If the wire feeder is not in the power source, the wire feed speed is set on the external wire feeder. When the welder changes the wire feed speed, the welding current changes to adapt to the new wire speed. A higher wire feed speed requires a higher current to melt the welding wire faster. A slower wire feed speed requires less current to melt the welding wire.
Inverter machine controls are very similar to those on a transformer-rectifier machine. If the inverter machine has the ability to perform multiple welding processes, select GMAW or the constant voltage setting. After making this selection, set the voltage. The wire feed speed setting determines the wire feed speed and also sets the appropriate current. The output and performance of an inverter are the same as those of a transformer-rectifier type machine. Refer to Chapter 5 for more information on inverter machines.

{kind=link}