9.1 Gas Metal Arc and Flux Cored Arc Welding Principles
Gas metal arc welding is generally used because it is a quick and easy process that produces quality welds. GMAW is done using solid wire electrodes. FCAW uses flux cored welding wires. See Figure 9-1. A shielding gas or gas mixture must be used with GMAW.
GMAW is nearly always performed with direct current electrode positive (DCEP) current. Alternating current is not used at this time, but development work is being done to develop an ac power source for GMAW. Direct current electrode negative (DCEN) is rarely used for gas metal arc welding, but has a limited use for surfacing.
A variable polarity wave form is possible with an inverter power supply. The variable wave combines the penetration of DCEP with a higher deposition of DCEN. It can be used on thinner steel and aluminum base metal.
For every pound of solid GMAW welding wire used, 92%–98% becomes deposited weld metal. Flux cored arc welding wire is deposited with a wire efficiency of 82%–92%. As a comparison, shielded metal arc welding (SMAW) deposits 60%–70% of the welding wire as weld metal. Some spatter does occur in the GMAW and FCAW processes. Very little stub loss occurs when continuously fed wire is used.
There are very thin glass-like islands over the weld bead after gas metal arc welding. No heavy slag is developed because the weld area is shielded by a gas.
A slag covering is present when FCAW. Some of the flux in the FCAW forms a gas around the weld area. Some of the flux forms a slag that covers the weld. Shielding gas may or may not be used for FCAW.
A welder can spend more time on the welding task with a continuously fed wire process. This improves the cost efficiency of GMAW and FCAW.
The GMAW process can be adapted to a variety of job requirements by choosing the correct shielding gas, electrode size, and welding parameters. Welding parameters include voltage, travel speed, and wire feed rate. The arc voltage and wire feed rate determines the filler metal transfer method.
Gas metal arc welding is generally used because it is a quick and easy process that produces quality welds. GMAW is done using solid wire electrodes. FCAW uses flux cored welding wires. See Figure 9-1. A shielding gas or gas mixture must be used with GMAW.
GMAW is nearly always performed with direct current electrode positive (DCEP) current. Alternating current is not used at this time, but development work is being done to develop an ac power source for GMAW. Direct current electrode negative (DCEN) is rarely used for gas metal arc welding, but has a limited use for surfacing.
A variable polarity wave form is possible with an inverter power supply. The variable wave combines the penetration of DCEP with a higher deposition of DCEN. It can be used on thinner steel and aluminum base metal.
For every pound of solid GMAW welding wire used, 92%–98% becomes deposited weld metal. Flux cored arc welding wire is deposited with a wire efficiency of 82%–92%. As a comparison, shielded metal arc welding (SMAW) deposits 60%–70% of the welding wire as weld metal. Some spatter does occur in the GMAW and FCAW processes. Very little stub loss occurs when continuously fed wire is used.
There are very thin glass-like islands over the weld bead after gas metal arc welding. No heavy slag is developed because the weld area is shielded by a gas.
A slag covering is present when FCAW. Some of the flux in the FCAW forms a gas around the weld area. Some of the flux forms a slag that covers the weld. Shielding gas may or may not be used for FCAW.
A welder can spend more time on the welding task with a continuously fed wire process. This improves the cost efficiency of GMAW and FCAW.
The GMAW process can be adapted to a variety of job requirements by choosing the correct shielding gas, electrode size, and welding parameters. Welding parameters include voltage, travel speed, and wire feed rate. The arc voltage and wire feed rate determines the filler metal transfer method.
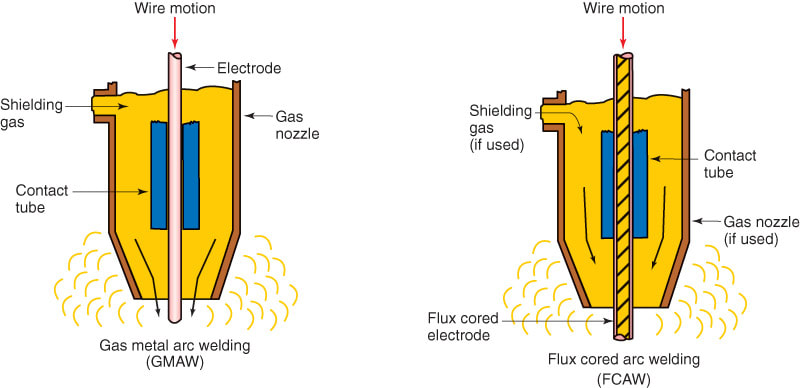
Figure 9-1. Cutaway views of GMAW and FCAW gas nozzles and electrodes. Shielding gas is not always used with FCAW. If shielding gas is not used, no nozzle is required.

{kind=link}