7.9 Arc Welding Power Sources for GMAW and FCAW
Gas metal arc welding (GMAW) and flux cored arc welding (FCAW) use a welding power source and a wire feeder that feeds the electrode wire through the welding gun to the weld. Welding power sources used for GMAW and FCAW produce a constant voltage. The same power supply can be used for GMAW and FCAW. Power supplies for automated FCAW are made with a higher available welding current. In this chapter, when a power supply is discussed, it refers to a power supply that can be used for either process.
The following types of power sources are used when gas metal arc welding:
The following types of power sources are used when gas metal arc welding:
- Transformer-rectifier type. See Figure 7-33.
- Inverter type. See Figure 7-34.
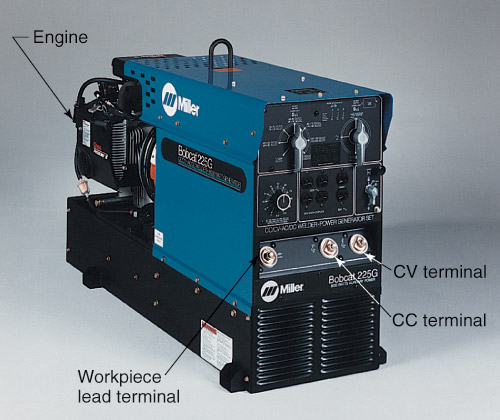
- Engine-driven generator type. See Figure 7-35.

Figure 7-34
|
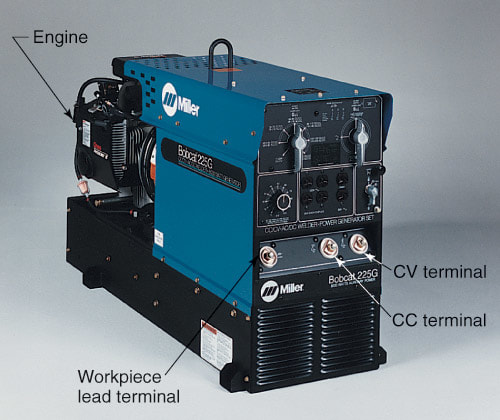
Figure 7-35
|
Transformer-rectifiers and inverters are the preferred types of power supplies for gas metal and flux cored arc welding. They provide better response and control over the welding process than an engine-driven generator machine. When welding where no source of electrical power is available, however, an engine-driven generator type machine must be used. See Chapter 5 for information on the construction, operation, and control of these machines.
|
Direct current electrode positive (DCEP), also called reverse polarity (DCRP), is used for GMAW. Direct current used for FCAW can be direct current electrode positive (DCEP) or it can be direct current electrode negative (DCEN), which is also called straight polarity (DCSP). The use of DCEN has less penetration into the base metal. Because of the lower penetration, small diameter electrodes can be used to weld thin base metals.
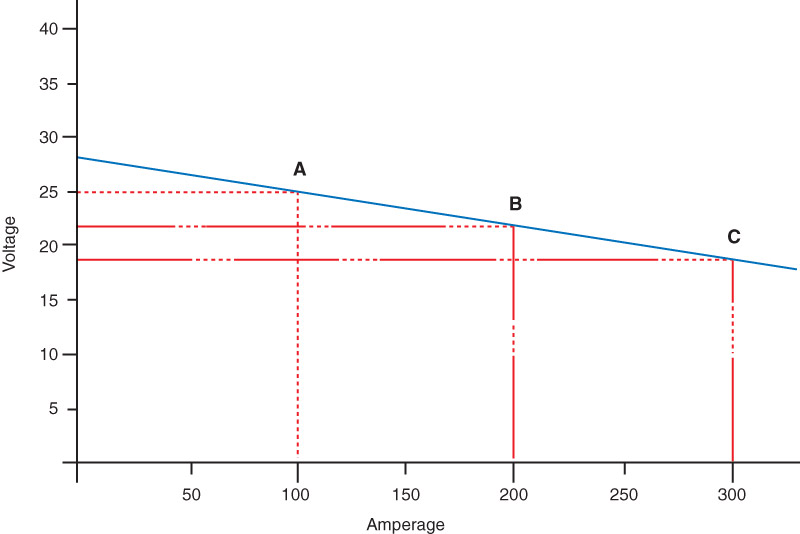
For GMAW or FCAW, constant voltage is required. A constant voltage power source will maintain a constant arc voltage, which means it will maintain a constant arc length. To change the arc length, the set voltage must be changed. The output of a constant voltage power source has a very flat volt-ampere curve, as shown in Figure 7-36. Constant voltage power sources have the ability to self-adjust to maintain a constant arc length. When the welding gun is moved closer to the work, the arc length should decrease. However, the machine will deliver more current to burn off the electrode faster and maintain the arc length determined by the set voltage. Also if the welding gun is moved further from the work, the machine will deliver less current, so the electrode will burn off more slowly. By burning off the wire at a slower rate, the arc length and voltage remain constant. The arc welding machine amperage is changed proportionately when the wire feed speed is changed. Figure 7-36 shows a large current change will occur when the voltage changes only slightly. A welder sets a welding machine and wire feeder to weld at 22V and 200A (Point B on Figure 7-36). 22V determines the arc length. The constant voltage machine works to maintain this 22V and the corresponding arc length. |
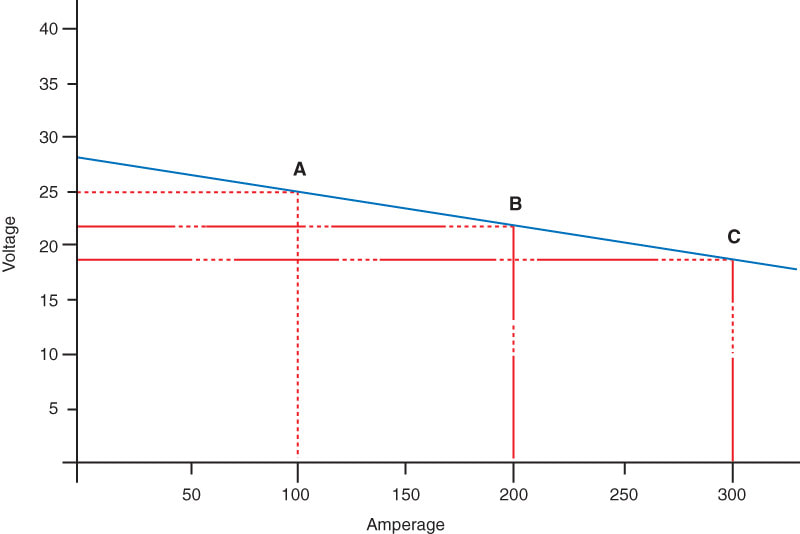
Figure 7-36. Characteristic volt-ampere curve for a constant voltage arc welding machine. A 100-ampere change (from 200A to 300A) results from a voltage change of 3V, from 22V to 19V.
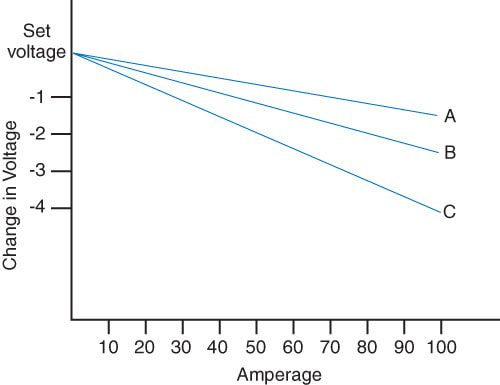
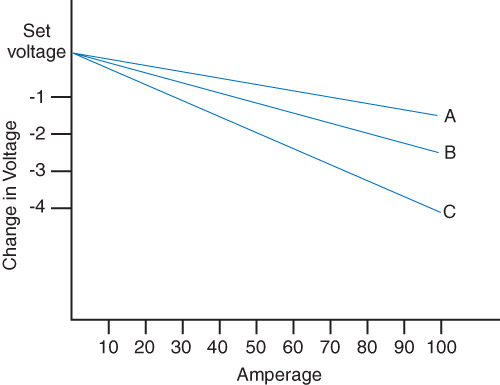
Figure 7-37. Volt-ampere curves for various welding machine slope settings. Curve A—A change of 1.5V to 2V per 100A for GMAW of nonferrous metals. Curve B—A change of 2V to 3V per 100A for GMAW with CO2. Curve C—A change of 3V to 4V per 100A for GMAW short circuiting arc transfer.
|
If the gun is moved closer to the workpiece, the arc length gets shorter and the voltage attempts to decrease to 19V. To prevent this change in voltage, the constant voltage machine increases the current automatically to 300A. This increase in current quickly burns off the electrode wire. The arc length returns to its proper length and the voltage is maintained at 22V. The power supply has done its job. See the line segment between B and C in Figure 7-36. If the gun is moved away from the work, the arc length will get longer and the voltage attempts to increase to 25V. The power supply will decrease the current. The electrode burns off at a slower rate. This allows the arc length and the voltage to return to and remain very close to their set value of 22V. GMAW and FCAW are semiautomatic welding processes. The power supply will instantly change the current as needed to maintain a set voltage. As the welder varies the position of the gun, even slightly, the power supply will take action to maintain a set voltage and a stable arc.
The slope of the volt-ampere curve is important. Slope is the change in current due to a change in voltage. Some welding machines allow the slope to be changed; other machines have only one preset slope. Electronically-controlled machines have different slopes preset for common types of metal and methods of transfer. The slope of a machine is very important when using short circuiting transfer. Slope determines the maximum current during a short circuit. It is not desirable to have the maximum current too high or too low. Short circuiting transfer and other transfer methods are discussed in Chapter 9.
Figure 7-37 shows various slopes for GMAW power sources. Nonferrous metals and large-diameter flux cored electrode wires use a slope of 1.5V to 2V per 100A. This lower slope provides a higher current change for a given change in voltage. A medium slope of 2V to 3V per 100A is used for GMAW with carbon dioxide (CO2) gas and small-diameter flux cored electrode wires, as shown in Figure 7-37B. A steeper slope, Figure 7-37C, has a slope of 3V to 4V per 100A. This steeper slope is recommended for short circuiting arc transfer. This steeper slope limits the current increase and prevents spatter.
A slope of 1.5V to 2V per 100A is used with large-diameter electrode wires to allow a large current change to burn off the large-diameter electrode wire. A steeper slope of 3V to 4V per 100A is used when using short circuiting transfer. This prevents excessive current when the short circuit occurs. If too-steep a slope is used with short circuiting transfer, the molten metal drop will not separate from the electrode and the arc will not restart.
The slope of the volt-ampere curve is important. Slope is the change in current due to a change in voltage. Some welding machines allow the slope to be changed; other machines have only one preset slope. Electronically-controlled machines have different slopes preset for common types of metal and methods of transfer. The slope of a machine is very important when using short circuiting transfer. Slope determines the maximum current during a short circuit. It is not desirable to have the maximum current too high or too low. Short circuiting transfer and other transfer methods are discussed in Chapter 9.
Figure 7-37 shows various slopes for GMAW power sources. Nonferrous metals and large-diameter flux cored electrode wires use a slope of 1.5V to 2V per 100A. This lower slope provides a higher current change for a given change in voltage. A medium slope of 2V to 3V per 100A is used for GMAW with carbon dioxide (CO2) gas and small-diameter flux cored electrode wires, as shown in Figure 7-37B. A steeper slope, Figure 7-37C, has a slope of 3V to 4V per 100A. This steeper slope is recommended for short circuiting arc transfer. This steeper slope limits the current increase and prevents spatter.
A slope of 1.5V to 2V per 100A is used with large-diameter electrode wires to allow a large current change to burn off the large-diameter electrode wire. A steeper slope of 3V to 4V per 100A is used when using short circuiting transfer. This prevents excessive current when the short circuit occurs. If too-steep a slope is used with short circuiting transfer, the molten metal drop will not separate from the electrode and the arc will not restart.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}