7.6 Tungsten Electrodes
The electrodes used in gas tungsten arc welding can be one of the following types:
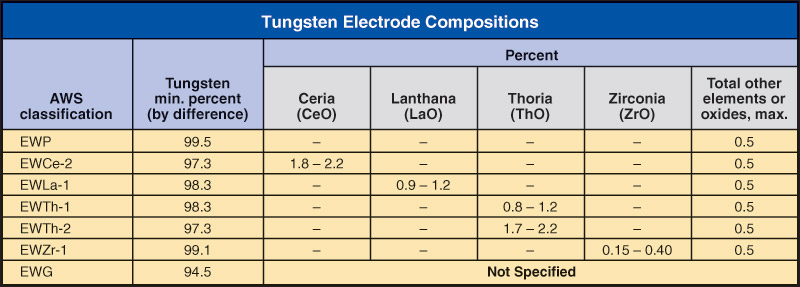
The chemical composition of tungsten electrodes, from the AWS A5.12 specification, is shown in Figure 7-24. Letters and numbers used in tungsten electrode classifications are interpreted as follows:
Pure tungsten electrodes are the least expensive. However, they carry less current than alloyed electrodes. Pure tungsten electrodes are usually used only with ac welding. Pure tungsten electrodes can split or break down and cause inclusions (tungsten) in the weld if used with excessive current.
Electrodes with thoria added carry more current than pure tungsten or zirconia electrodes. It is easier to strike an arc and maintain a stable arc with thoria electrodes. These electrodes have a greater resistance to contamination of the weld. Electrodes with thoria added are usually used only with direct current.
Zirconia added to tungsten electrodes gives the electrode qualities which fall somewhere between pure tungsten and tungsten with thoria added. Tungsten electrodes with zirconia are the best electrode to use when ac welding aluminum or magnesium. They do not cause inclusions as pure tungsten electrodes can. For this reason, tungsten electrodes with zirconia are used for high-quality applications.
Electrodes with ceria or lanthana are very similar to electrodes with thoria. They can be used with ac or dc. They promote a stable arc and easy arc starting.
Since these electrodes are identical in appearance, an approved color code is used to identify the type of electrode. The color is a painted band near one end of the electrode or a color painted on the end of the electrode. The AWS color codes are listed in Figure 7-25.
Tungsten electrodes are available in diameters of 0.010″, 0.020″, 0.040″, 1/16″, 3/32″, 1/8″, 5/32″, 3/16″, and 1/4″ (0.25, 0.51, 1.02, 1.59, 2.38, 3.18, 3.97, 4.76, and 6.35mm). Electrodes come in lengths of 3″, 6″, 7″, 12″, 18″, or 24″ (76, 152, 178, 305, 457, or 610mm). When purchased, the surface of a tungsten electrode is either ground or chemically cleaned.
7.6.1 Care of Tungsten Electrodes
A tungsten electrode must be straight. If it is warped or off-center in the nozzle, the arc can wander to one side and produce uneven penetration. Contamination of the weld can also occur. Make sure the electrode is straight and is prepared correctly. If the electrode is warped, it must be replaced.
Sometimes the electrode comes in contact with the molten weld pool. This contaminates the tungsten electrode. The end of such an electrode must be removed to form a new clean end. A pair of pliers can be used to break off the dirty end of the electrode. Another method is to use a grinding wheel to notch the electrode just behind the contamination and then break the electrode using pliers or a special fixture. See Figure 7-26B. This method of notching the electrode is shown in Figure 7-26A.
Tungsten electrodes must be clean and must have good electrical contact with the collet. The tungsten should be adjusted to extend about 1/8″–1/4″ (1.6mm–3.2mm) beyond the end of the nozzle.
It is extremely important that shielding gas always protects the electrode and the weld area. Shielding gas hose connections must be tight to prevent air or moisture from mixing with the shielding gas, then coming in contact with the electrode. Such contamination of the shielding gas would be harmful to the weld and to the electrode.
Preparing the electrode end for welding is very important. Refer to Chapter 8 for information about selecting and preparing a tungsten electrode for welding.
The electrodes used in gas tungsten arc welding can be one of the following types:
- Pure tungsten.
- Tungsten with 1% or 2% thoria (thorium oxide).
- Tungsten with 0.15% to 0.40% zirconia (zirconium oxide).
- Tungsten with 2% ceria (cerium oxide).
- Tungsten with 1% lanthana (lanthanum oxide).
The chemical composition of tungsten electrodes, from the AWS A5.12 specification, is shown in Figure 7-24. Letters and numbers used in tungsten electrode classifications are interpreted as follows:
- E—electrode
- W—tungsten
- P—pure
- Ce—ceria
- La—lanthana
- Th—thoria
- Zr—zirconia
- EWP—Pure tungsten
- EWTh—Thoriated tungsten
- EWZ—Zirconiated tungsten
- EWCe—Ceriated tungsten
- EWLa—Lanthanum tungsten
Pure tungsten electrodes are the least expensive. However, they carry less current than alloyed electrodes. Pure tungsten electrodes are usually used only with ac welding. Pure tungsten electrodes can split or break down and cause inclusions (tungsten) in the weld if used with excessive current.
Electrodes with thoria added carry more current than pure tungsten or zirconia electrodes. It is easier to strike an arc and maintain a stable arc with thoria electrodes. These electrodes have a greater resistance to contamination of the weld. Electrodes with thoria added are usually used only with direct current.
Zirconia added to tungsten electrodes gives the electrode qualities which fall somewhere between pure tungsten and tungsten with thoria added. Tungsten electrodes with zirconia are the best electrode to use when ac welding aluminum or magnesium. They do not cause inclusions as pure tungsten electrodes can. For this reason, tungsten electrodes with zirconia are used for high-quality applications.
Electrodes with ceria or lanthana are very similar to electrodes with thoria. They can be used with ac or dc. They promote a stable arc and easy arc starting.
Since these electrodes are identical in appearance, an approved color code is used to identify the type of electrode. The color is a painted band near one end of the electrode or a color painted on the end of the electrode. The AWS color codes are listed in Figure 7-25.
Tungsten electrodes are available in diameters of 0.010″, 0.020″, 0.040″, 1/16″, 3/32″, 1/8″, 5/32″, 3/16″, and 1/4″ (0.25, 0.51, 1.02, 1.59, 2.38, 3.18, 3.97, 4.76, and 6.35mm). Electrodes come in lengths of 3″, 6″, 7″, 12″, 18″, or 24″ (76, 152, 178, 305, 457, or 610mm). When purchased, the surface of a tungsten electrode is either ground or chemically cleaned.
7.6.1 Care of Tungsten Electrodes
A tungsten electrode must be straight. If it is warped or off-center in the nozzle, the arc can wander to one side and produce uneven penetration. Contamination of the weld can also occur. Make sure the electrode is straight and is prepared correctly. If the electrode is warped, it must be replaced.
Sometimes the electrode comes in contact with the molten weld pool. This contaminates the tungsten electrode. The end of such an electrode must be removed to form a new clean end. A pair of pliers can be used to break off the dirty end of the electrode. Another method is to use a grinding wheel to notch the electrode just behind the contamination and then break the electrode using pliers or a special fixture. See Figure 7-26B. This method of notching the electrode is shown in Figure 7-26A.
Tungsten electrodes must be clean and must have good electrical contact with the collet. The tungsten should be adjusted to extend about 1/8″–1/4″ (1.6mm–3.2mm) beyond the end of the nozzle.
It is extremely important that shielding gas always protects the electrode and the weld area. Shielding gas hose connections must be tight to prevent air or moisture from mixing with the shielding gas, then coming in contact with the electrode. Such contamination of the shielding gas would be harmful to the weld and to the electrode.
Preparing the electrode end for welding is very important. Refer to Chapter 8 for information about selecting and preparing a tungsten electrode for welding.
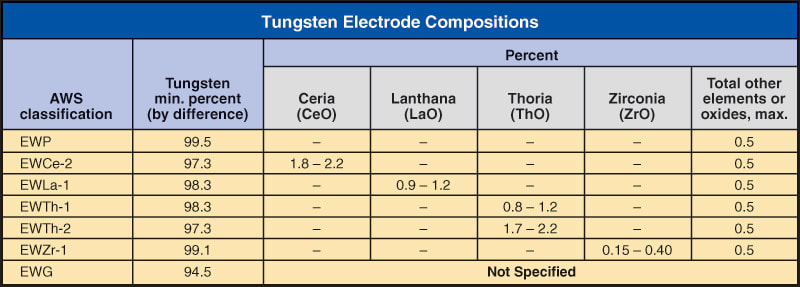
Figure 7-24. ANSI/AWS A5.12/A5.12M:2009, Table 1, Chemical Composition of Tungsten Electrodes, reproduced with permission from the American Welding Society, Miami, Fl.
|
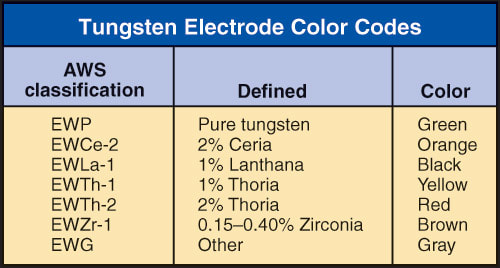
Figure 7-25. ANSI/AWS A5.12/A5.12M:2009, Table 3, Electrode Identification Requirements, reproduced with permission from the American Welding Society, Miami, Fl.
|

Figure 7-26. Three steps are required to prepare a tungsten electrode for welding. A—Notching the electrode prior to breaking. B—Breaking the electrode in special fixture. C—Grinding the electrode in a special grinder. (Intercon Enterprises, Inc.)

{kind=link}
{kind=link}
{kind=link}