7.11 GMAW/FCAW Shielding Gases
The shielding gases used with gas metal arc welding (GMAW) can be inert, reactive, or mixtures of both types of gases. Inert gases used are argon (Ar) and helium (He). These gases, being inert, will not react with other chemical elements. Reactive gases will react with other chemical elements. Used properly, reactive gases will not cause defects in welds.
The reactive gases used in GMAW are carbon dioxide (CO2) and oxygen (O2). Hydrogen (H) and nitrogen (N2) are also used, but only in highly specialized applications. Their use results in better control of penetration. Hydrogen and nitrogen will cause embrittlement and porosity in the welds on most metals.
Mixtures of argon and helium; argon and oxygen; argon and carbon dioxide; and helium, argon, and carbon dioxide are used. The gas or gas mixture used will be determined by the metal being welded and the type of arc transfer method desired. See Chapter 9 for an explanation of metal transfer methods.
Pure argon (Ar) and helium (He) are excellent gases for protecting the arc, metal electrode, and weld metal from contamination. However, they are not as suitable for some GMAW processes as mixtures of gases. Proper gas mixtures can improve arc stability, reduce spatter, and improve the bead contour.
Reactive gases like hydrogen, oxygen, and nitrogen are not practical to use alone as shielding gases. Carbon dioxide is the exception. It is inexpensive and works well on carbon and low-alloy steels. Carbon dioxide generally costs about one-tenth as much as pure argon gas.
FCAW-G/GM uses either carbon dioxide (CO2) or a combination of argon (Ar) and carbon dioxide (CO2). Self-shielded flux cored arc welding (FCAW-S) does not require any shielding gas.
7.11.1 Argon and Helium Gases Used in GMAW
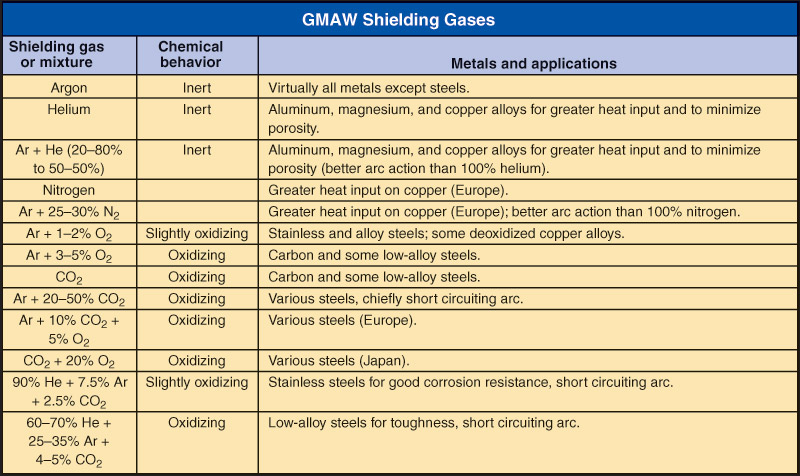
Argon and helium are the gases generally used with nonferrous metals, as seen in Figure 7-40. Helium conducts heat better in the arc than argon. Helium is used when high heat input is required in a welding application. Therefore, helium gas is chosen for use on thick metals. It is also used on metals like copper and aluminum, which conduct heat away from the weld area rapidly. For welding thin metal and metals that conduct heat poorly, argon is a good choice. Argon is often used for out-of-position welding because of its lower heat conductivity. Because argon is ten times heavier than helium, it shields better. Less gas is required to provide a good shield. Argon costs less than helium, and because less argon is required to obtain good shielding, the cost of using argon as a shielding gas is a lot less than using helium.
The weld bead contour and penetration are also affected by the gas used. Welds made with argon generally have deeper penetration. They also have a tendency to undercut at the edges. Welds made with helium generally have wider and thicker beads. Figure 7-41 shows the shape of welds made with various gases and gas mixtures.
Argon used with the gas metal arc spray transfer process tends to produce deeper penetration through the centerline of the bead. True spray transfer occurs only when an argon or very high percentage argon shielding gas is used. For spray transfer in steel, the amount of argon must be at least 90%. The GMAW globular and short circuiting arc metal transfer methods produce wider beads with shallower penetration.
The shielding gases used with gas metal arc welding (GMAW) can be inert, reactive, or mixtures of both types of gases. Inert gases used are argon (Ar) and helium (He). These gases, being inert, will not react with other chemical elements. Reactive gases will react with other chemical elements. Used properly, reactive gases will not cause defects in welds.
The reactive gases used in GMAW are carbon dioxide (CO2) and oxygen (O2). Hydrogen (H) and nitrogen (N2) are also used, but only in highly specialized applications. Their use results in better control of penetration. Hydrogen and nitrogen will cause embrittlement and porosity in the welds on most metals.
Mixtures of argon and helium; argon and oxygen; argon and carbon dioxide; and helium, argon, and carbon dioxide are used. The gas or gas mixture used will be determined by the metal being welded and the type of arc transfer method desired. See Chapter 9 for an explanation of metal transfer methods.
Pure argon (Ar) and helium (He) are excellent gases for protecting the arc, metal electrode, and weld metal from contamination. However, they are not as suitable for some GMAW processes as mixtures of gases. Proper gas mixtures can improve arc stability, reduce spatter, and improve the bead contour.
Reactive gases like hydrogen, oxygen, and nitrogen are not practical to use alone as shielding gases. Carbon dioxide is the exception. It is inexpensive and works well on carbon and low-alloy steels. Carbon dioxide generally costs about one-tenth as much as pure argon gas.
FCAW-G/GM uses either carbon dioxide (CO2) or a combination of argon (Ar) and carbon dioxide (CO2). Self-shielded flux cored arc welding (FCAW-S) does not require any shielding gas.
7.11.1 Argon and Helium Gases Used in GMAW
Argon and helium are the gases generally used with nonferrous metals, as seen in Figure 7-40. Helium conducts heat better in the arc than argon. Helium is used when high heat input is required in a welding application. Therefore, helium gas is chosen for use on thick metals. It is also used on metals like copper and aluminum, which conduct heat away from the weld area rapidly. For welding thin metal and metals that conduct heat poorly, argon is a good choice. Argon is often used for out-of-position welding because of its lower heat conductivity. Because argon is ten times heavier than helium, it shields better. Less gas is required to provide a good shield. Argon costs less than helium, and because less argon is required to obtain good shielding, the cost of using argon as a shielding gas is a lot less than using helium.
The weld bead contour and penetration are also affected by the gas used. Welds made with argon generally have deeper penetration. They also have a tendency to undercut at the edges. Welds made with helium generally have wider and thicker beads. Figure 7-41 shows the shape of welds made with various gases and gas mixtures.
Argon used with the gas metal arc spray transfer process tends to produce deeper penetration through the centerline of the bead. True spray transfer occurs only when an argon or very high percentage argon shielding gas is used. For spray transfer in steel, the amount of argon must be at least 90%. The GMAW globular and short circuiting arc metal transfer methods produce wider beads with shallower penetration.
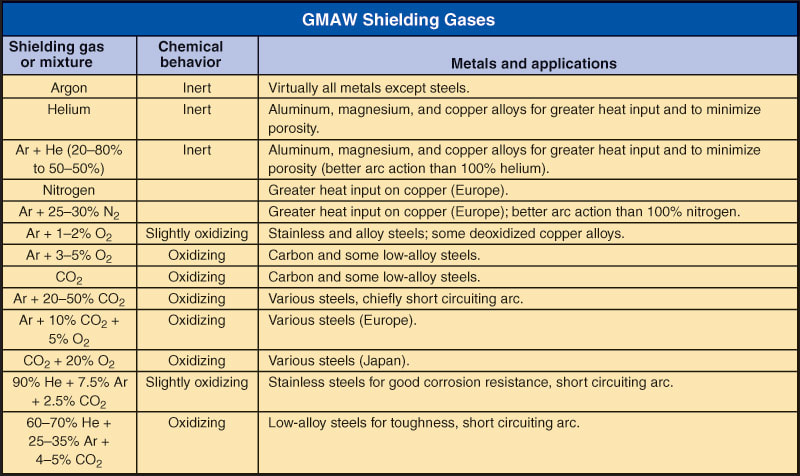
Figure 7-40. Shielding gases used with various metals.
|
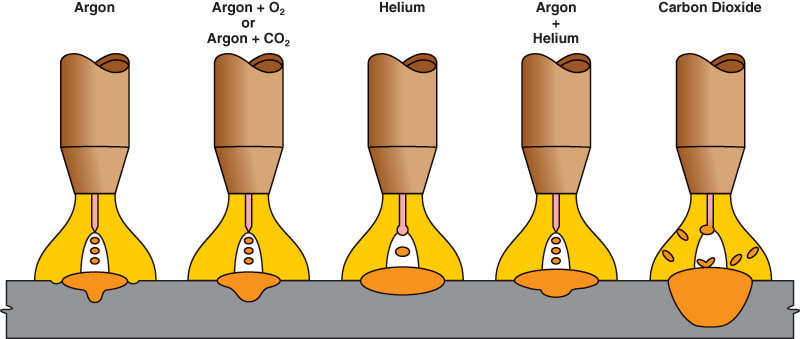
Figure 7-41. The shape and depth of penetration of beads obtained with various shielding gases used for GMAW.
|

{kind=link}
{kind=link}