5.6 Carbon and Low-Alloy Steel Covered Electrode Classification
There is a large variety of carbon and low-alloy steel electrodes on the market. The chemical composition of the steel wire used in the E60XX and E70XX electrodes is exactly the same. The added strength of the E70XX series comes from the alloys in the flux coatings. The composition of the flux coating on the electrodes varies considerably, according to the planned use of the electrode.
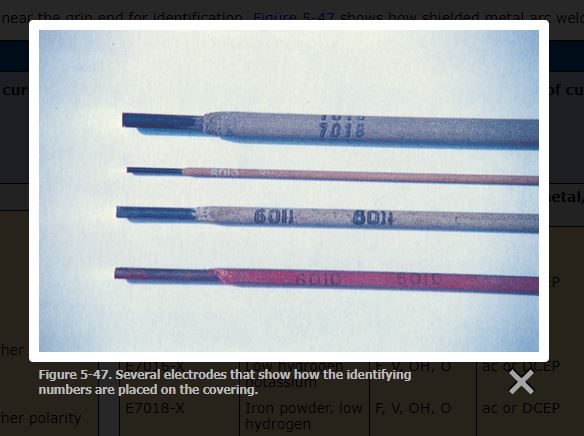
The American Welding Society has developed a series of identifying number classifications. See Figures 5-44 and 5-45.
The American Welding Society has developed a series of identifying number classifications. See Figures 5-44 and 5-45.
The carbon and low-alloy steel electrode classification number uses four or five digits. For carbon steels, the electrodes are either in the E60XX or E70XX series. The minimum allowable tensile strength for a weld made with an electrode in the 60 series is 62,000 psi (427MPa). Additional elongation may allow the tensile strength of some of these electrodes to go as low as 60,000 psi (414MPa). For the 70 series, the minimum tensile strength as welded is 72,000 psi (496MPa). However, additional elongation may allow the tensile strength of some of these to go down to 70,000 psi (483MPa). The metals are similar in composition for each classification number.
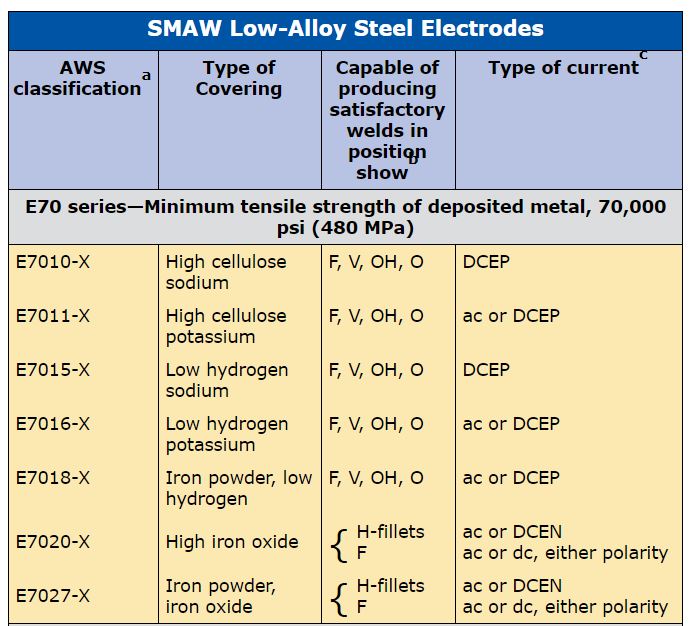
Each manufacturer has its own compounds for the coverings. Therefore, electrodes from different manufacturers may not have exactly the same tensile strengths, even though the classification numbers are identical. The classification number indicates the minimum tensile strength the filler metal may have. The letter E preceding the four or five digit number (EXXXX) indicates a welding electrode used in arc welding. See Figure 5-45.
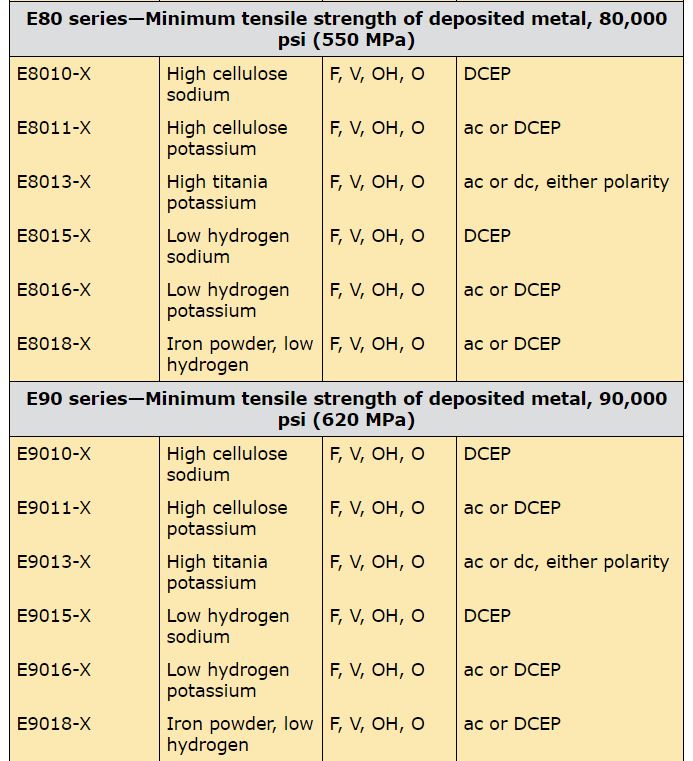
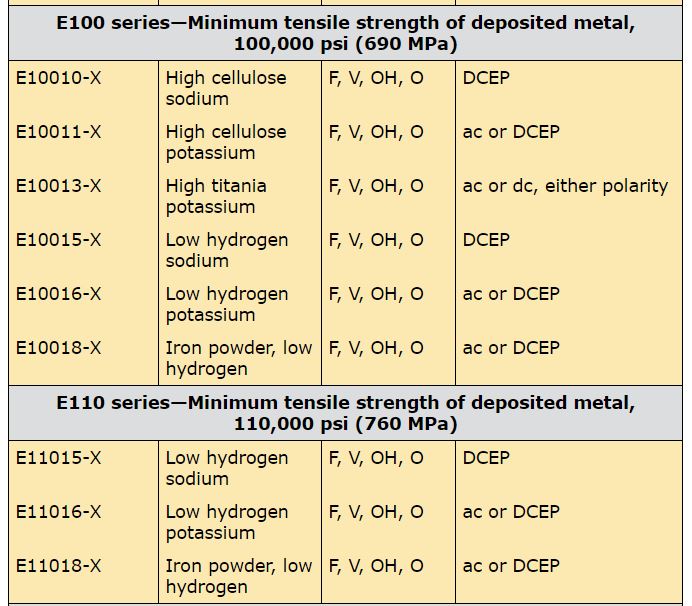
The meaning of the digits in the AWS classification number is as follows. The first two or three digits of the four or five digit number (E60XX or E100XX) represent the tensile strength. That is, 60 means 60,000 psi (414MPa) and 100 means 100,000 psi (689MPa). The value 60,000 psi (pounds per square inch) may also be shown as 60 ksi. The letter “k” represents 1000 lbs (a “kilopound”), so 60 ksi (kilopounds per square inch) is the same as 60,000 psi (pounds per square inch). The tensile strength may be given in the “as-welded” or the “stress-relieved” condition. See the electrode manufacturer's specification to determine under what condition the indicated tensile strength occurs. “As-welded” means without post heating. “Stress-relieved” means the weld has been given a heat treatment after welding to relieve stress caused by the welding process. See Chapter 29 for an explanation of stress caused by welding.
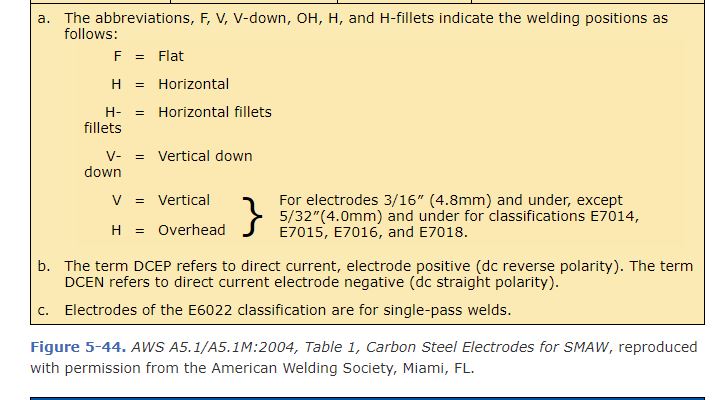
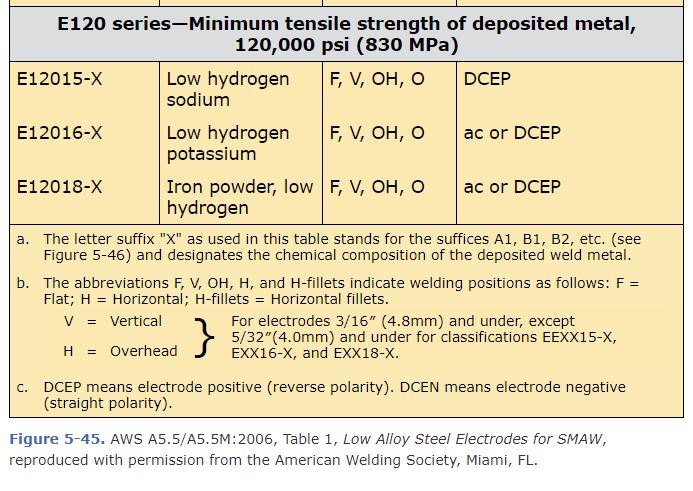
The second digit from the right indicates the recommended position of the joint that the electrode is designed to weld. For example, an EXX1X electrode will weld in all positions whereas EXX2X electrodes are used for welds in the flat or horizontal welding position only. An EXX4X electrode is recommended for flat, horizontal, overhead, and vertical downhill welding.
The right-hand digit indicates the power supply (ac, DCEN, or DCEP), the type of covering, and the presence of iron powder or low-hydrogen characteristic (or both).
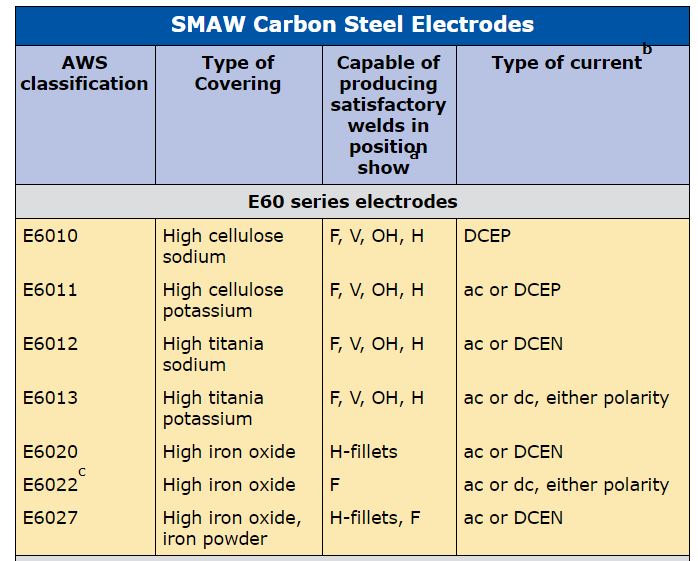
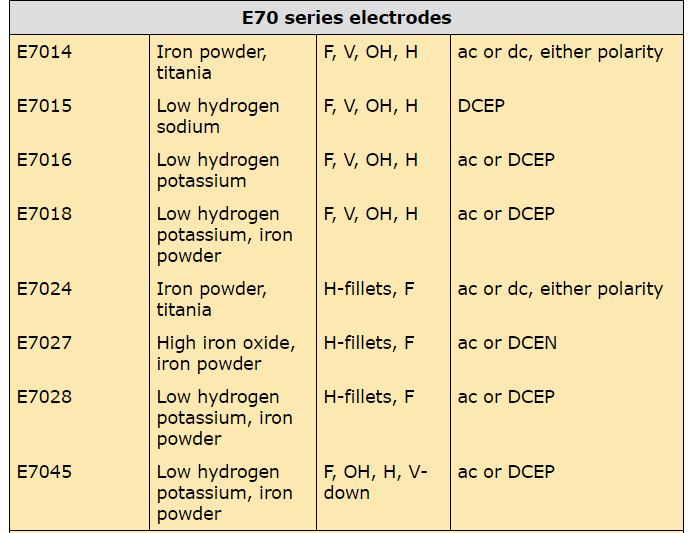
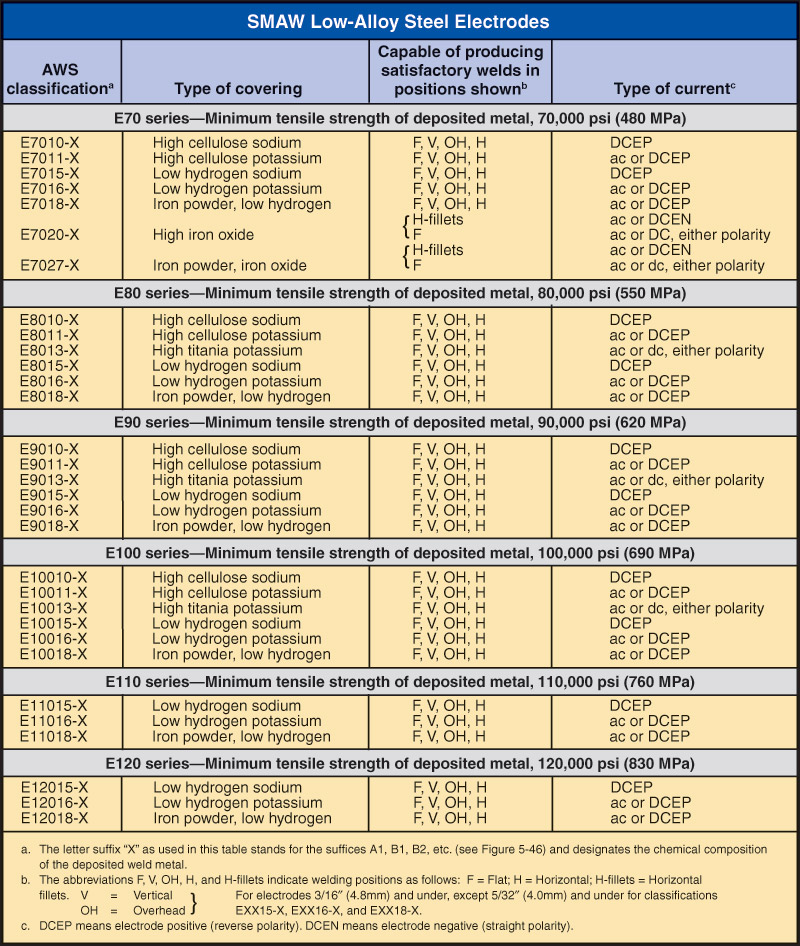
The last two digits need to be looked at together. The two digits give the welder information on the electrode covering, current to use, and position to use the electrode. See Figures 5-44 and 5-45, which show the type of electrode covering, position the electrode is designed for, and the type of current to use for various carbon and low-alloy steel electrodes.
Occasionally an electrode number may have a letter and number after the normal four or five digits, such as E7010-A1 or E8016-B2. The letter and number combination or suffix is used with low-alloy steel electrodes. The suffix indicates the chemical composition of the deposited weld metal. See Figure 5-46. The letter A indicates a carbon-molybdenum steel electrode. The letter B stands for a chromium-molybdenum steel electrode. The letter C is a nickel steel electrode, and the letter D, a manganese-molybdenum steel electrode. The final digit in the suffix indicates the chemical composition under one of these broad chemical classifications. The exact chemical composition may be obtained from the electrode manufacturer.
The letter G is used for all other low-alloy electrodes with minimum values of molybdenum (0.20% minimum); chromium (0.30% minimum); manganese (1% minimum); silicon (0.80% minimum); nickel (0.50% minimum); and vanadium (0.10% minimum) specified. Only one of these elements is required to meet the alloy requirements of the G classification.
An example of a complete electrode classification is E8016-B2:
Each manufacturer has its own compounds for the coverings. Therefore, electrodes from different manufacturers may not have exactly the same tensile strengths, even though the classification numbers are identical. The classification number indicates the minimum tensile strength the filler metal may have. The letter E preceding the four or five digit number (EXXXX) indicates a welding electrode used in arc welding. See Figure 5-45.
The meaning of the digits in the AWS classification number is as follows. The first two or three digits of the four or five digit number (E60XX or E100XX) represent the tensile strength. That is, 60 means 60,000 psi (414MPa) and 100 means 100,000 psi (689MPa). The value 60,000 psi (pounds per square inch) may also be shown as 60 ksi. The letter “k” represents 1000 lbs (a “kilopound”), so 60 ksi (kilopounds per square inch) is the same as 60,000 psi (pounds per square inch). The tensile strength may be given in the “as-welded” or the “stress-relieved” condition. See the electrode manufacturer's specification to determine under what condition the indicated tensile strength occurs. “As-welded” means without post heating. “Stress-relieved” means the weld has been given a heat treatment after welding to relieve stress caused by the welding process. See Chapter 29 for an explanation of stress caused by welding.
The second digit from the right indicates the recommended position of the joint that the electrode is designed to weld. For example, an EXX1X electrode will weld in all positions whereas EXX2X electrodes are used for welds in the flat or horizontal welding position only. An EXX4X electrode is recommended for flat, horizontal, overhead, and vertical downhill welding.
The right-hand digit indicates the power supply (ac, DCEN, or DCEP), the type of covering, and the presence of iron powder or low-hydrogen characteristic (or both).
The last two digits need to be looked at together. The two digits give the welder information on the electrode covering, current to use, and position to use the electrode. See Figures 5-44 and 5-45, which show the type of electrode covering, position the electrode is designed for, and the type of current to use for various carbon and low-alloy steel electrodes.
Occasionally an electrode number may have a letter and number after the normal four or five digits, such as E7010-A1 or E8016-B2. The letter and number combination or suffix is used with low-alloy steel electrodes. The suffix indicates the chemical composition of the deposited weld metal. See Figure 5-46. The letter A indicates a carbon-molybdenum steel electrode. The letter B stands for a chromium-molybdenum steel electrode. The letter C is a nickel steel electrode, and the letter D, a manganese-molybdenum steel electrode. The final digit in the suffix indicates the chemical composition under one of these broad chemical classifications. The exact chemical composition may be obtained from the electrode manufacturer.
The letter G is used for all other low-alloy electrodes with minimum values of molybdenum (0.20% minimum); chromium (0.30% minimum); manganese (1% minimum); silicon (0.80% minimum); nickel (0.50% minimum); and vanadium (0.10% minimum) specified. Only one of these elements is required to meet the alloy requirements of the G classification.
An example of a complete electrode classification is E8016-B2:
- E—Indicates electrode.
- 80—Indicates tensile strength (80,000 psi or 80 ksi).
- 16—Indicates a low-hydrogen, potassium covering used with ac or DCEP (reverse polarity). DCEP means direct current electrode positive.
- 1—Indicates it is an all-position electrode.
- B2—Indicates that the deposited metal chemical composition is a low-alloy chromium-molybdenum steel with 1.25% chromium and 0.50% molybdenum.
|
|

{kind=link}
{kind=link}
{kind=link}
{kind=link}