5.5 SMAW Electrodes
Shielded metal arc welding (SMAW) electrodes have a solid metal wire core and a thick flux covering (coating). These electrodes are identified by the wire diameter and by a series of letters and numbers. These letters and numbers identify the metal alloy and the intended use of the electrode.
The common SMAW electrode wire diameters are 1/16″ (1.6mm), 3/32″ (2.3mm), 1/8″ (3.2mm), 5/32″ (4.0mm), 3/16″ (4.8mm), 7/32″ (5.6mm), 1/4″ (6.4mm), 5/16″ (7.9mm), and 3/8″ (9.5mm). They are available in lengths from 9″ to 18″ (28cm to 46cm). The most frequently used length is 14″ (36cm).
They are usually purchased in 50 lb (22.7 kg) packages. Electrodes may be packaged in cardboard cartons or in hermetically sealed (airtight) metal cans. Figure 5-41 shows one method of storing electrodes.
The common SMAW electrode wire diameters are 1/16″ (1.6mm), 3/32″ (2.3mm), 1/8″ (3.2mm), 5/32″ (4.0mm), 3/16″ (4.8mm), 7/32″ (5.6mm), 1/4″ (6.4mm), 5/16″ (7.9mm), and 3/8″ (9.5mm). They are available in lengths from 9″ to 18″ (28cm to 46cm). The most frequently used length is 14″ (36cm).
They are usually purchased in 50 lb (22.7 kg) packages. Electrodes may be packaged in cardboard cartons or in hermetically sealed (airtight) metal cans. Figure 5-41 shows one method of storing electrodes.

SMAW electrodes are produced for welding on many metals and alloys, including the following:
- Carbon steels (ANSI/AWS A5.1).
- Low-alloy steels (ANSI/AWS A5.5).
- Corrosion-resistant steels (ANSI/AWS A5.4).
- Cast irons (ANSI/AWS A5.15).
- Aluminum and aluminum alloys (ANSI/AWS A5.3).
- Copper and copper alloys (ANSI/AWS A5.6).
- Nickel and nickel alloys (ANSI/AWS A5.11).
- Surfacing (ANSI/AWS A5.13).
Covered electrodes serve many purposes in addition to adding filler metal to the molten weld pool. These additional functions are provided by the covering on the electrode. The functions of the covering are discussed later in the chapter.
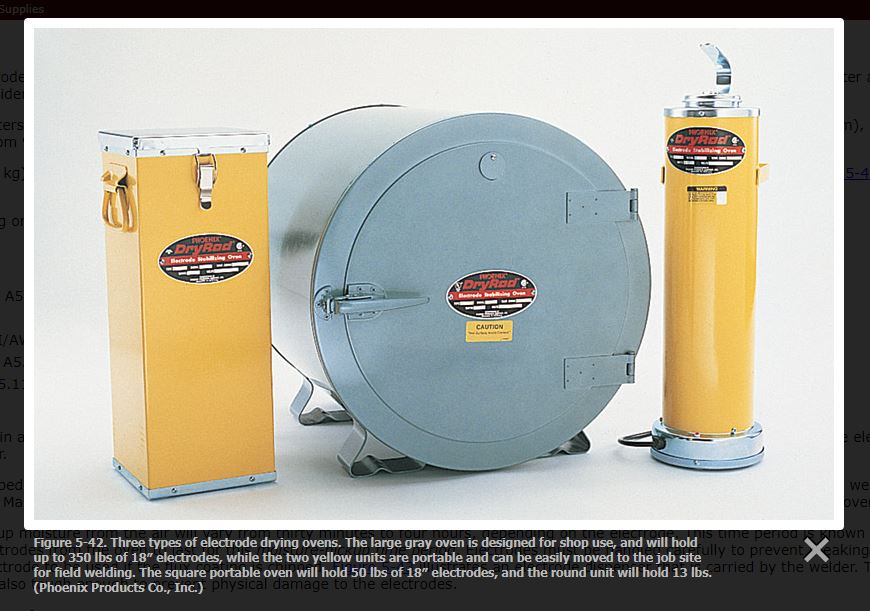
Dampness, usually due to moisture absorbed from the air, destroys the effectiveness of most electrode coverings. The dampness will introduce hydrogen into the weld. This will cause cracking or brittleness when welding some metals. Many welding procedures require that electrodes be thoroughly dried prior to use. This is done in specially built drying ovens. See Figure 5-42.
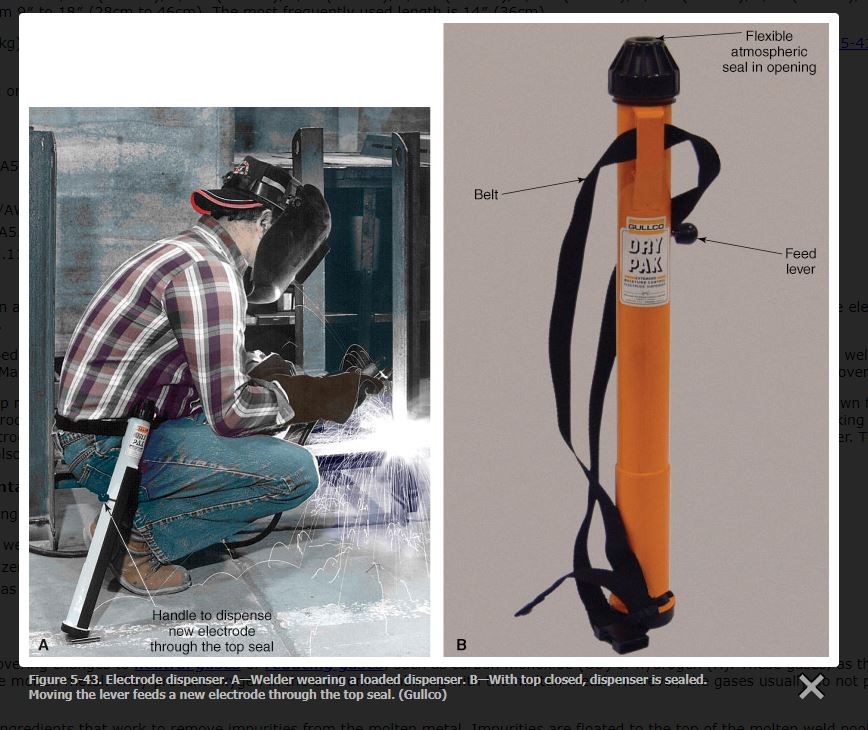
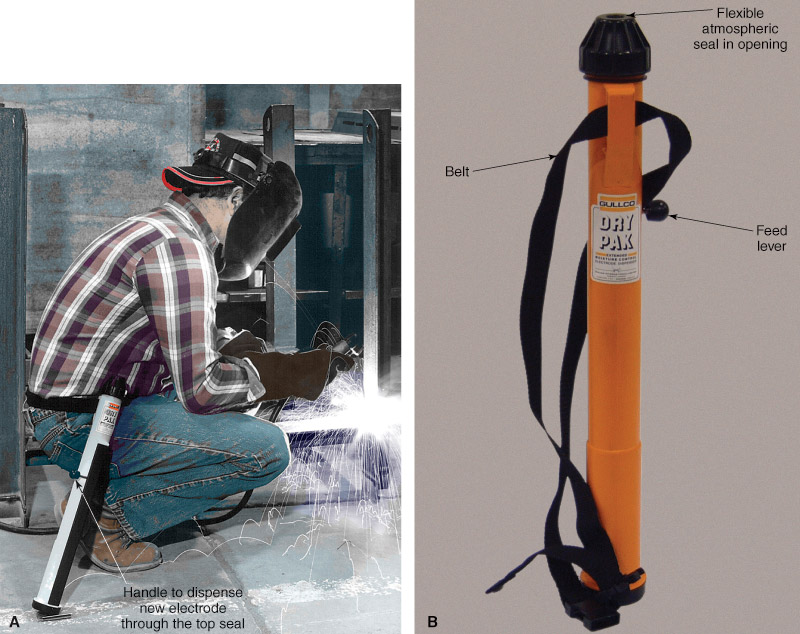
The time it takes for an electrode to pick up moisture from the air will vary from thirty minutes to four hours, depending on the electrode. This time period is known for each electrode in use. Welders, therefore, take only enough electrodes from the oven to last for this moisture-pickup time period. Electrodes must be handled carefully to prevent breaking the flux coating. Many welding procedures will not permit an electrode to be used if the flux coating is chipped. Figure 5-43 illustrates an electrode dispenser that is carried by the welder. This dispenser is sealed to keep the electrodes dry. The dispenser is also tough enough to prevent physical damage to the electrodes.
Dampness, usually due to moisture absorbed from the air, destroys the effectiveness of most electrode coverings. The dampness will introduce hydrogen into the weld. This will cause cracking or brittleness when welding some metals. Many welding procedures require that electrodes be thoroughly dried prior to use. This is done in specially built drying ovens. See Figure 5-42.
The time it takes for an electrode to pick up moisture from the air will vary from thirty minutes to four hours, depending on the electrode. This time period is known for each electrode in use. Welders, therefore, take only enough electrodes from the oven to last for this moisture-pickup time period. Electrodes must be handled carefully to prevent breaking the flux coating. Many welding procedures will not permit an electrode to be used if the flux coating is chipped. Figure 5-43 illustrates an electrode dispenser that is carried by the welder. This dispenser is sealed to keep the electrodes dry. The dispenser is also tough enough to prevent physical damage to the electrodes.
5.5.1 Electrode Covering Fundamentals
The covering on a shielded metal arc welding electrode is called flux. The flux on the electrode performs many different functions. These include:
During the arc process, some of the flux covering changes to neutral gases or reducing gases, such as carbon monoxide (CO) or hydrogen (H). These gases, as they surround the arc proper, prevent air from coming in contact with the molten metal. They prevent oxygen in the air from combining with the molten metal. However, the gases usually do not protect the hot metal after the arc leaves that area of the weld.
- Producing a protective gas around the weld area.
- Providing fluxing elements and deoxidizers.
- Creating a solid coating over the weld as it cools.
- Establishing electrical characteristics.
- Adding alloying elements.
During the arc process, some of the flux covering changes to neutral gases or reducing gases, such as carbon monoxide (CO) or hydrogen (H). These gases, as they surround the arc proper, prevent air from coming in contact with the molten metal. They prevent oxygen in the air from combining with the molten metal. However, the gases usually do not protect the hot metal after the arc leaves that area of the weld.
The covering also contains special fluxing ingredients that work to remove impurities from the molten metal. Impurities are floated to the top of the molten weld pool.
As the electrode flux coating residue cools, it forms a coating of material over the weld called slag. This slag coating prevents the air from contacting the hot metal. The slag covering also allows the weld to cool more slowly and helps prevent a hard, brittle weld.
When welding with ac, the current changes direction and actually stops 120 times per second. To maintain an arc as the current changes direction, ingredients are added to the covering of the electrode to create an ionized gas. This ionized gas allows good arc stability when welding with ac.
The flux covering on a shielded metal arc electrode can also contain alloying elements. These alloying elements are added to the weld pool as the covering is melted. Iron powder and iron oxide also can be added to the coverings of steel electrodes. These electrodes deposit metal into the weld at a faster rate than standard electrodes. Electrodes are often referred to as drag electrodes because they can only be used in the flat and horizontal positions.
Certain coverings on steel electrodes are designed to be low in hydrogen. Hydrogen causes low ductility and cracking in certain cases. The use of low-hydrogen electrodes helps to eliminate these problems. A good flux-covered electrode can produce a weld that has excellent physical and chemical properties.
As the electrode flux coating residue cools, it forms a coating of material over the weld called slag. This slag coating prevents the air from contacting the hot metal. The slag covering also allows the weld to cool more slowly and helps prevent a hard, brittle weld.
When welding with ac, the current changes direction and actually stops 120 times per second. To maintain an arc as the current changes direction, ingredients are added to the covering of the electrode to create an ionized gas. This ionized gas allows good arc stability when welding with ac.
The flux covering on a shielded metal arc electrode can also contain alloying elements. These alloying elements are added to the weld pool as the covering is melted. Iron powder and iron oxide also can be added to the coverings of steel electrodes. These electrodes deposit metal into the weld at a faster rate than standard electrodes. Electrodes are often referred to as drag electrodes because they can only be used in the flat and horizontal positions.
Certain coverings on steel electrodes are designed to be low in hydrogen. Hydrogen causes low ductility and cracking in certain cases. The use of low-hydrogen electrodes helps to eliminate these problems. A good flux-covered electrode can produce a weld that has excellent physical and chemical properties.

{kind=link}
{kind=link}
{kind=link}