4.3 Oxygen Cutting Processes
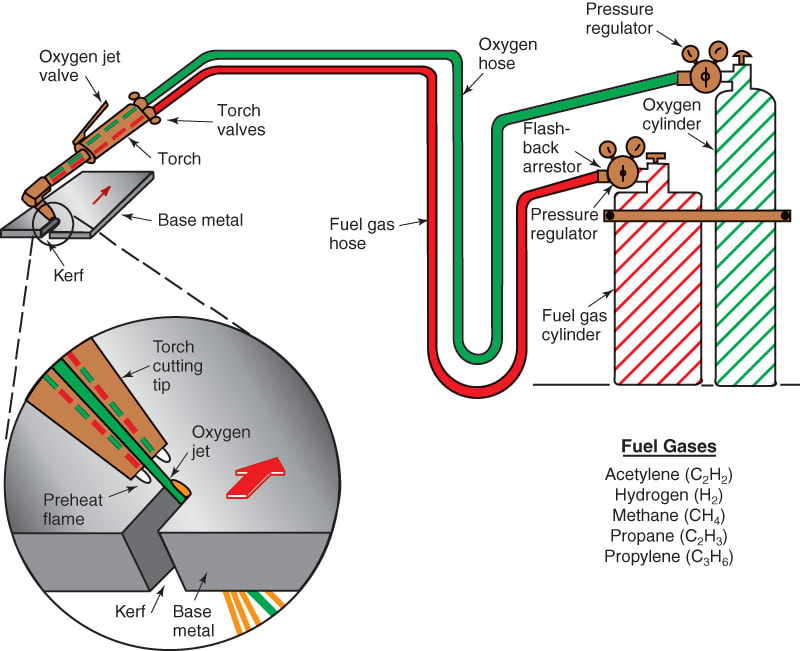
Figure 4.10
Figure 4-10. Oxyfuel gas cutting (OFC). Oxygen and a fuel gas are mixed in the torch. The mixture burns at several orifices (openings) in the torch tip. When the flame has heated the base metal to a dull cherry red, the welder presses a lever on the torch. This allows a jet of oxygen to rush out of a central orifice on the torch. The oxygen jet quickly oxidizes the heated base metal and blows it away. This removal of material leaves a kerf (cut) in the base metal.
4.3 Oxygen Cutting Processes
Oxygen cutting processes covered in this section include oxyfuel gas cutting, oxyfuel gas underwater cutting, oxygen arc cutting, oxygen lance cutting, exothermic cutting, and flux cutting. These cutting processes use heat to melt the material being cut. A high flow of oxygen is used to oxidize or burn the base metal and blow the molten metal from the cut.
During oxygen cutting operations, oxidation is the process used to cut (burn) the base metal using the application of intense heat and a high flow of oxygen. As a reminder, during welding operations, oxidation is undesirable. Oxidation is necessary during oxygen cutting processes.
Figure 4-10. Oxyfuel gas cutting (OFC). Oxygen and a fuel gas are mixed in the torch. The mixture burns at several orifices (openings) in the torch tip. When the flame has heated the base metal to a dull cherry red, the welder presses a lever on the torch. This allows a jet of oxygen to rush out of a central orifice on the torch. The oxygen jet quickly oxidizes the heated base metal and blows it away. This removal of material leaves a kerf (cut) in the base metal.
4.3 Oxygen Cutting Processes
Oxygen cutting processes covered in this section include oxyfuel gas cutting, oxyfuel gas underwater cutting, oxygen arc cutting, oxygen lance cutting, exothermic cutting, and flux cutting. These cutting processes use heat to melt the material being cut. A high flow of oxygen is used to oxidize or burn the base metal and blow the molten metal from the cut.
During oxygen cutting operations, oxidation is the process used to cut (burn) the base metal using the application of intense heat and a high flow of oxygen. As a reminder, during welding operations, oxidation is undesirable. Oxidation is necessary during oxygen cutting processes.
4.3.1 Oxyfuel Gas Cutting (OFC)
It is possible to burn (rapidly oxidize) iron or steel. The oxyfuel gas flame raises the temperature of the metal to a cherry-red color at 1472°F to 1832°F (800°C to 1000°C). Then, a high-pressure jet of oxygen from the cutting torch is directed at the metal. This causes the metal to burn and blow away very rapidly. For this reason, the term “burning” is sometimes used in connection with the oxyfuel gas cutting process.
The process requires cylinders of oxygen and a fuel gas, as shown in Figure 4-10. Each cylinder has a regulator and two pressure gauges. One pressure gauge indicates the pressure in the cylinder. The other gauge indicates the pressure of the gas being fed to the torch. Flexible hoses carry the gases to the torch. Construction details of a typical oxyfuel gas cutting torch are shown in Figure 4-11.
Several different fuel gases may be used in this process. The flame adjustments used when acetylene is the fuel gas are shown in Figure 4-12. The flame adjustments for liquefied petroleum (LP) gas are shown in Figure 4-13.
Welding goggles should be worn for eye protection. Approved gloves and proper clothing must be worn to prevent burns. It is important that the area of work be cleared of combustible material. Good fire prevention practices should be followed. Proper ventilation should be provided.
It is possible to burn (rapidly oxidize) iron or steel. The oxyfuel gas flame raises the temperature of the metal to a cherry-red color at 1472°F to 1832°F (800°C to 1000°C). Then, a high-pressure jet of oxygen from the cutting torch is directed at the metal. This causes the metal to burn and blow away very rapidly. For this reason, the term “burning” is sometimes used in connection with the oxyfuel gas cutting process.
The process requires cylinders of oxygen and a fuel gas, as shown in Figure 4-10. Each cylinder has a regulator and two pressure gauges. One pressure gauge indicates the pressure in the cylinder. The other gauge indicates the pressure of the gas being fed to the torch. Flexible hoses carry the gases to the torch. Construction details of a typical oxyfuel gas cutting torch are shown in Figure 4-11.
Several different fuel gases may be used in this process. The flame adjustments used when acetylene is the fuel gas are shown in Figure 4-12. The flame adjustments for liquefied petroleum (LP) gas are shown in Figure 4-13.
Welding goggles should be worn for eye protection. Approved gloves and proper clothing must be worn to prevent burns. It is important that the area of work be cleared of combustible material. Good fire prevention practices should be followed. Proper ventilation should be provided.
Figure 4.11

Figure : 4.11
Figure 4.12
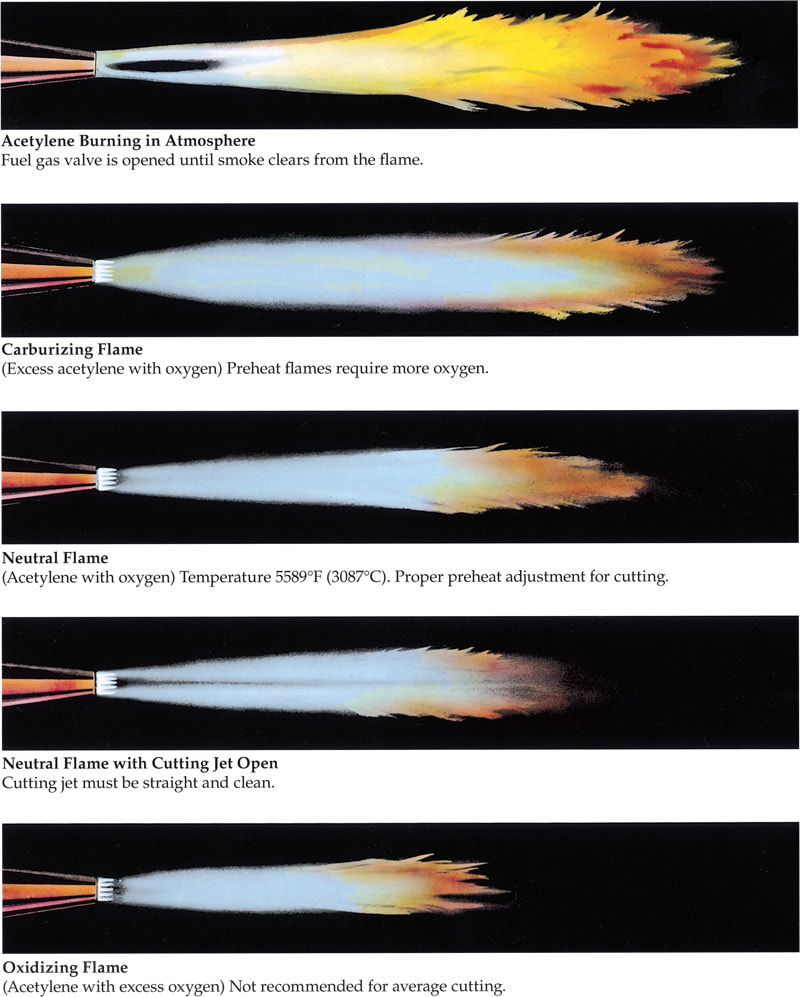
Figure : 4.12
Figure 4.13
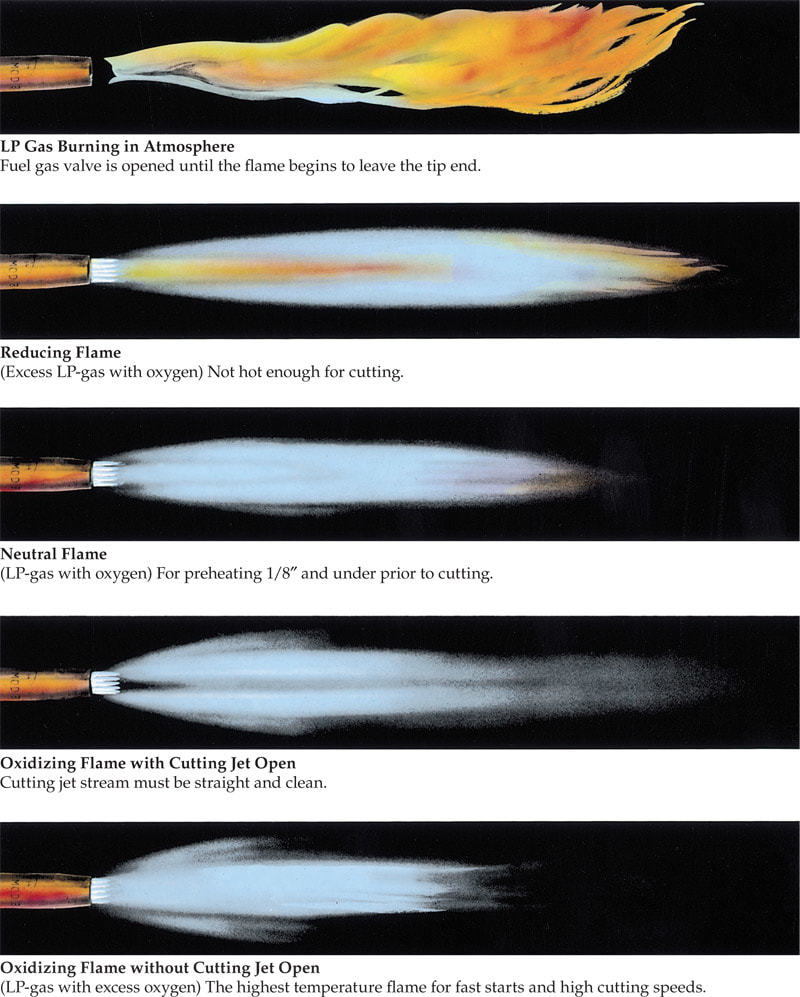
Figure : 4.13

{kind=link}
{kind=link}
{kind=link}
{kind=link}