4.1 Arc Welding Processes
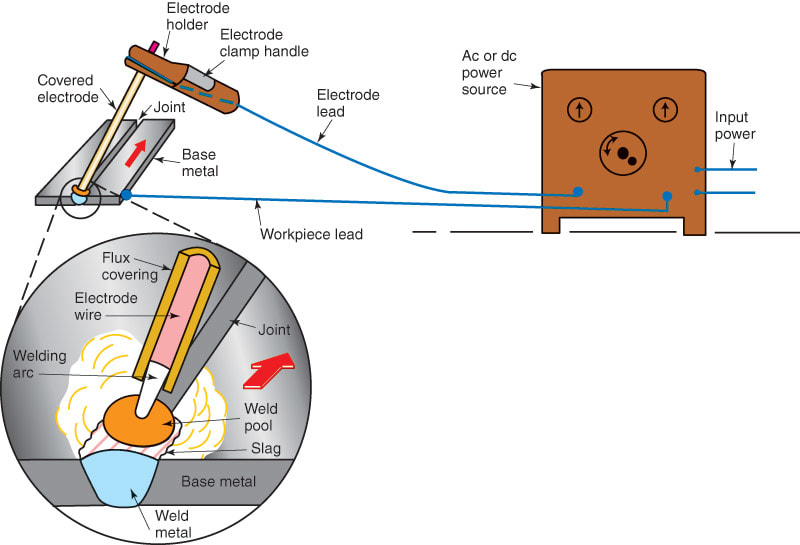
Figure 4.1
Figure 4-1
Figure 4-1. Shielded metal arc welding (SMAW). An electric arc is created between the covered electrode and the base metal. The heat of the arc melts the end of the electrode and the base metal where the arc contacts it. The metal from the electrode provides the filler metal for the weld.
Arc Welding Processes
Arc welding processes covered in this section include shielded metal arc welding, gas tungsten arc welding, gas metal arc welding, and flux cored arc welding. These processes use an electric arc. The arc is struck between an electrode and the base metal. The heat from the arc melts the base metal and the welding electrode or welding rod. The molten base metal plus additional filler metal flow together. Once the molten material solidifies, the metals are joined and the weld has been made. Not every process can weld every type of base metal, but as a group, these arc welding processes can be used to weld all base metals.
Figure 4-1. Shielded metal arc welding (SMAW). An electric arc is created between the covered electrode and the base metal. The heat of the arc melts the end of the electrode and the base metal where the arc contacts it. The metal from the electrode provides the filler metal for the weld.
Arc Welding Processes
Arc welding processes covered in this section include shielded metal arc welding, gas tungsten arc welding, gas metal arc welding, and flux cored arc welding. These processes use an electric arc. The arc is struck between an electrode and the base metal. The heat from the arc melts the base metal and the welding electrode or welding rod. The molten base metal plus additional filler metal flow together. Once the molten material solidifies, the metals are joined and the weld has been made. Not every process can weld every type of base metal, but as a group, these arc welding processes can be used to weld all base metals.
4.1.1 Shielded Metal Arc Welding (SMAW)
The shielded metal arc welding process uses an electric arc between a consumable flux-covered metal electrode and the base metal(metal being welded). Heat from the electric arc melts both the end of the electrode and the base metal to be joined. This process is often used for maintenance work and small production welding. Heavy pipe welding is done almost exclusively with shielded metal arc welding.
Equipment used in this welding process provides an electric current for welding. The electric current may be either alternating current (ac) or direct current (dc). Current adjustment controls on the welding machine allow the welder to set the desired current. Movement of the handheld electrode holder is controlled by the welder. The electrode is a flux-covered metal wire. An electrical lead (cable) connects the electrode holder to the power source. Another lead connects the work to the power source. An arc is created between the electrode and workpiece to complete the circuit. Figure 4-1 illustrates a typical station for shielded metal arc (stick) welding.
The heat of the electric arc may be controlled by the current setting and by the arc length. Electrode diameter and flux material will determine the type (ac or dc) and the amount of welding current required. The arc between the welding electrode and the base metal is struck (initiated) by the welder. The welder must keep the electrode positioned the proper distance from the workpiece (arc length) to maintain the arc.
Some of the covering on the electrode burns off to form a protective gas shield that surrounds the arc as the electrode melts. Some of the covering melts to form a slag that covers the completed weld. The slag layer protects the hot metal from oxidizing while it cools.
The term oxidation refers to oxygen chemically combining with a metal. The surface of metals that have joined with oxygen become oxidized. The new material that is formed through the chemical combination of a metal and oxygen is called an oxide. Oxidation of metals containing iron results in an unwanted layer of oxide called rust (also known as iron oxide or ferrous oxide).
Oxidation should be avoided in joining operations. The unwanted layer of oxide changes the physical properties of the metal, generally weakening it. Oxidation is usually avoided by preventing oxygen from coming into contact with the metal during the welding process.
Welders must wear an approved helmet with proper lenses for shielded metal arc welding, gloves, and protective clothing. The welding workstation must be well ventilated.
The shielded metal arc welding process uses an electric arc between a consumable flux-covered metal electrode and the base metal(metal being welded). Heat from the electric arc melts both the end of the electrode and the base metal to be joined. This process is often used for maintenance work and small production welding. Heavy pipe welding is done almost exclusively with shielded metal arc welding.
Equipment used in this welding process provides an electric current for welding. The electric current may be either alternating current (ac) or direct current (dc). Current adjustment controls on the welding machine allow the welder to set the desired current. Movement of the handheld electrode holder is controlled by the welder. The electrode is a flux-covered metal wire. An electrical lead (cable) connects the electrode holder to the power source. Another lead connects the work to the power source. An arc is created between the electrode and workpiece to complete the circuit. Figure 4-1 illustrates a typical station for shielded metal arc (stick) welding.
The heat of the electric arc may be controlled by the current setting and by the arc length. Electrode diameter and flux material will determine the type (ac or dc) and the amount of welding current required. The arc between the welding electrode and the base metal is struck (initiated) by the welder. The welder must keep the electrode positioned the proper distance from the workpiece (arc length) to maintain the arc.
Some of the covering on the electrode burns off to form a protective gas shield that surrounds the arc as the electrode melts. Some of the covering melts to form a slag that covers the completed weld. The slag layer protects the hot metal from oxidizing while it cools.
The term oxidation refers to oxygen chemically combining with a metal. The surface of metals that have joined with oxygen become oxidized. The new material that is formed through the chemical combination of a metal and oxygen is called an oxide. Oxidation of metals containing iron results in an unwanted layer of oxide called rust (also known as iron oxide or ferrous oxide).
Oxidation should be avoided in joining operations. The unwanted layer of oxide changes the physical properties of the metal, generally weakening it. Oxidation is usually avoided by preventing oxygen from coming into contact with the metal during the welding process.
Welders must wear an approved helmet with proper lenses for shielded metal arc welding, gloves, and protective clothing. The welding workstation must be well ventilated.
4.1.2 Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding uses the heat of an electric arc between a nonconsumable tungsten electrode and the base metal. A separate welding filler rod is fed into the molten base metal, if needed. A shielding gas flows around the arc to keep away air and other harmful materials. Gas tungsten arc welding is particularly desirable for welding stainless steel, aluminum, titanium, and many other nonferrous metals. GTAW can be done in any position with excellent results. The nonstandard term TIG (tungsten inert gas) welding is also used to identify this process.
Figure 4-2 illustrates a typical station for gas tungsten arc welding. An ac-dc welding machine may be used with a regulated flow of a shielding gas, such as argon or helium. The shielding gas flows from a cylinder through a regulator, flowmeter, and a hose to the GTAW torch.
The welder manually operates the torch (tungsten electrode holder) and the filler metal rod. A heat-resistant gas flow cup or nozzle surrounds the electrode. Some small-capacity torches are gas-cooled. Higher amperage torches are water-cooled.
Heating properties of the arc are controlled by changing current and arc length. The diameter of the tungsten electrode and the thickness and kind of base metal determine the required welding amperage.
Gas tungsten arc welding generates intense heat and light, with no metal spatter. The welder must wear an approved welding helmet, gloves, and welder's clothing.
Gas tungsten arc welding uses the heat of an electric arc between a nonconsumable tungsten electrode and the base metal. A separate welding filler rod is fed into the molten base metal, if needed. A shielding gas flows around the arc to keep away air and other harmful materials. Gas tungsten arc welding is particularly desirable for welding stainless steel, aluminum, titanium, and many other nonferrous metals. GTAW can be done in any position with excellent results. The nonstandard term TIG (tungsten inert gas) welding is also used to identify this process.
Figure 4-2 illustrates a typical station for gas tungsten arc welding. An ac-dc welding machine may be used with a regulated flow of a shielding gas, such as argon or helium. The shielding gas flows from a cylinder through a regulator, flowmeter, and a hose to the GTAW torch.
The welder manually operates the torch (tungsten electrode holder) and the filler metal rod. A heat-resistant gas flow cup or nozzle surrounds the electrode. Some small-capacity torches are gas-cooled. Higher amperage torches are water-cooled.
Heating properties of the arc are controlled by changing current and arc length. The diameter of the tungsten electrode and the thickness and kind of base metal determine the required welding amperage.
Gas tungsten arc welding generates intense heat and light, with no metal spatter. The welder must wear an approved welding helmet, gloves, and welder's clothing.
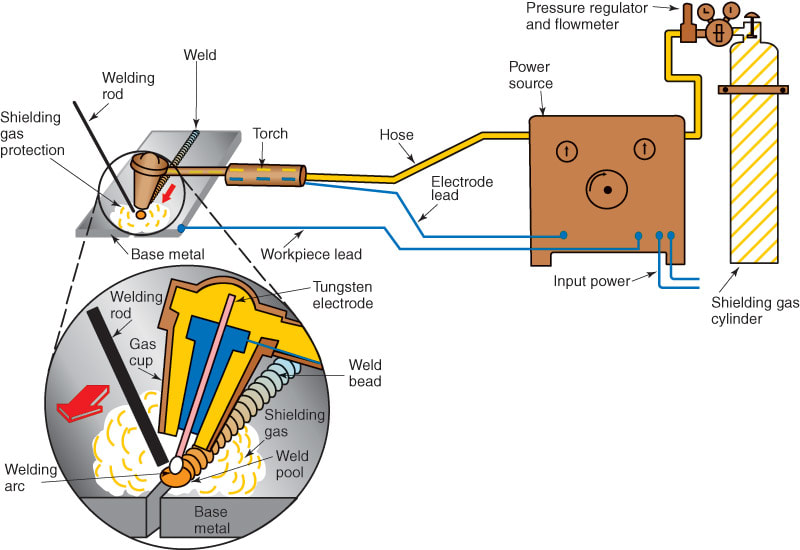
Figure 4.2
Figure 4-2
Figure 4-2. Gas tungsten arc welding (GTAW). An electric arc is created between the end of the tungsten electrode and a spot on the base metal. Only the base metal melts. If filler metal is needed in the joint, a separate welding rod is fed into the weld pool. The welding rod melts to add metal to the molten weld pool as needed. Shielding gas flows out a nozzle around the tungsten electrode.
Figure 4-2. Gas tungsten arc welding (GTAW). An electric arc is created between the end of the tungsten electrode and a spot on the base metal. Only the base metal melts. If filler metal is needed in the joint, a separate welding rod is fed into the weld pool. The welding rod melts to add metal to the molten weld pool as needed. Shielding gas flows out a nozzle around the tungsten electrode.

{kind=link}
{kind=link}