3.2 Types of Welds
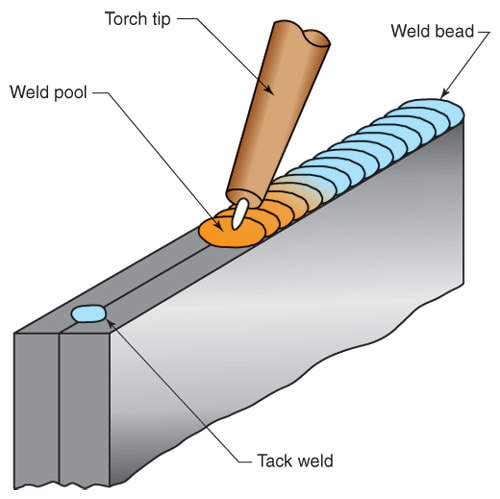
Figure 3.7
Figure 3-7
Figure 3-7. A square-groove weld for an edge joint is in progress. The weld pool extends to the outer edges of the base metal. Filler metal may not be required on thin pieces of base metal.
Figure 3-7. A square-groove weld for an edge joint is in progress. The weld pool extends to the outer edges of the base metal. Filler metal may not be required on thin pieces of base metal.
A weld is a fused joint between two or more pieces of metal or nonmetal. Welds are created by applying heat until the materials melt, flow together, and are cooled to form a single piece. This can be done with or without the addition of a filler material and with or without the use of pressure. See Figure 3-7. Welding is the process of making a weld on a joint. Fillet welds are made at the intersection of a surface and an edge or in a corner where two surfaces meet. Fillet welds are generally triangular in shape, as shown in Figure 3-8, and are placed into lap, inside corner, and T-joints. A groove weld is a weld made in a groove or gap created between two pieces of metal. Groove welds can be used on all types of weld joints.
When the edges of thicker metal are machined or flame cut, metal is removed from the pieces. Filler material must be added to replace the metal that is removed. The addition of filler metal ensures that the completed weld joint is as thick and as strong as the base metal. Edge, flange, or flare-groove joints for thin metal may be welded without the addition of filler material. Figures 3-2, 3-4, 3-5, and 3-6 show edge, flange, and flare-groove joints.
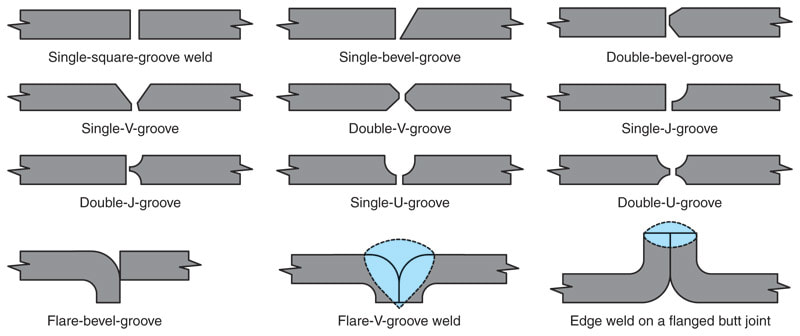
Figure 3.2
Figure 3.3
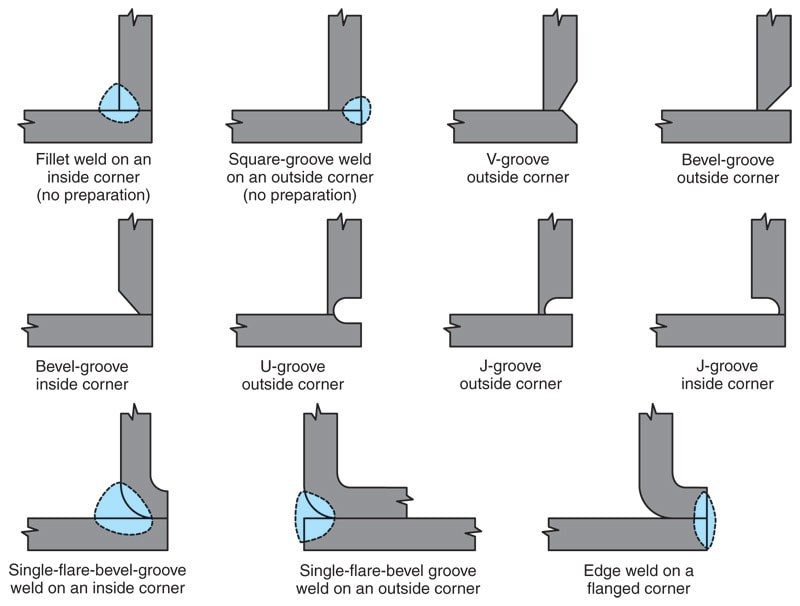
Figure 3.4
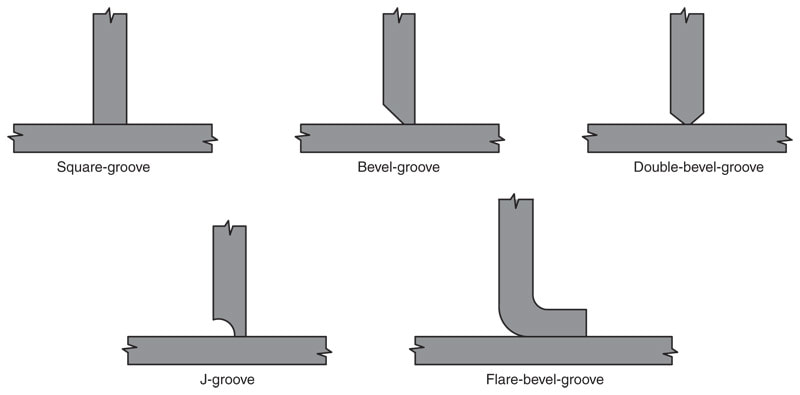
Figure 3.5
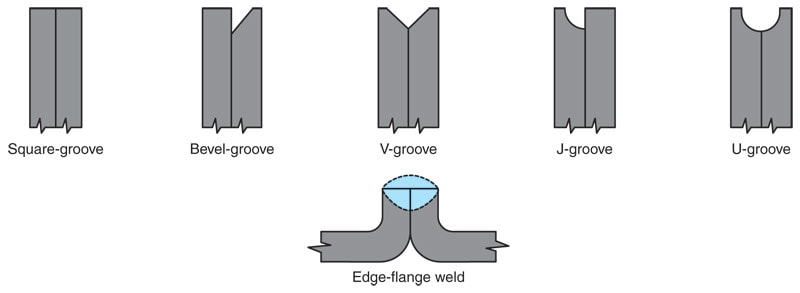
Figure 3.6
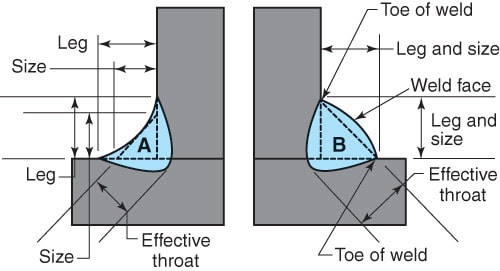
The parts and dimensions for fillet welds are the same for lap, inside corner, and T-joints. Refer to Figure 3-8. The weld face is the outer surface of the weld bead. As previously mentioned, the weld toe is the point where the weld face touches the surface of the base metal. A fillet weld is made up of three primary dimensions. The fillet weld size is the length of one side. The leg is the shortest distance from the toe to the surface of the other piece of base metal. The effective throat is the minimum distance from the weld face to the root of the weld without any convexity.
Figure 3-8 shows two fillet welds with the same leg dimensions, but different sizes. The size of the weld with a concave bead, Figure 3-8A, is smaller than the size of the weld with a convex bead, Figure 3-8B. A fillet weld with a convex bead is stronger than one with a concave bead because of the additional filler metal.
Figure 3-8 shows two fillet welds with the same leg dimensions, but different sizes. The size of the weld with a concave bead, Figure 3-8A, is smaller than the size of the weld with a convex bead, Figure 3-8B. A fillet weld with a convex bead is stronger than one with a concave bead because of the additional filler metal.
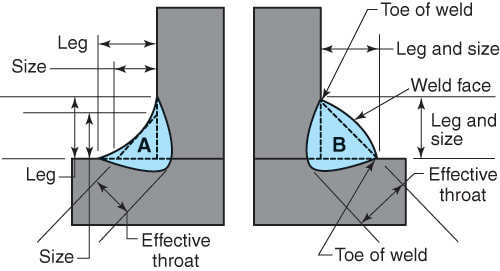
Figure 3-8
Figure 3-8. Look at the parts of these fillet welds. Weld A is concave. Its weld size is smaller than Weld B, which is a convex weld. Notice that the leg sizes in Weld A and B are the same, but the weld size is larger with a straight or slightly convex bead
Figure 3-8. Look at the parts of these fillet welds. Weld A is concave. Its weld size is smaller than Weld B, which is a convex weld. Notice that the leg sizes in Weld A and B are the same, but the weld size is larger with a straight or slightly convex bead
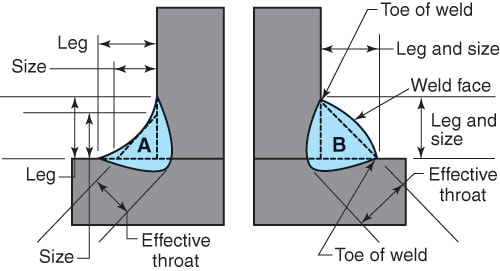
Figure 3.8A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}