14.7 Cutting Alloy Steels
The introduction of many alloy steels to industry has made it necessary to develop new techniques for cutting these metals successfully and economically. Of the alloy steels, stainless steel is the most widely used. Stainless steel consists of chromium, nickel, and other elements added to iron. See Chapters 20, 27, and 28 for more information about alloy steels.
Many of these alloy metals have melting temperatures below that of mild steel. The oxides formed when cutting have a melting temperature higher than that of the original metal. These high-melting-point oxides must be reduced and/or blown out of the cut as it proceeds, or the cutting action stops. For the same relative thickness of metal, stainless steels need approximately 20% more preheating flame and 20% more cutting oxygen than is required to cut mild steel. It is also a good practice to use a slightly carburizing flame when preheating stainless steel.
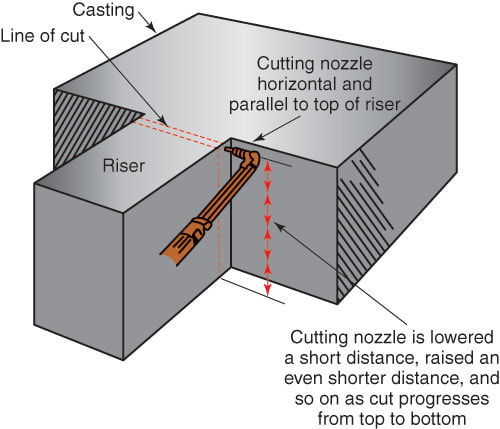
The metal to be cut should be placed so that the cutting tip and flame are in a horizontal position whenever possible. Setting up the base material in the vertical position is most preferable so that the molten slag can be blown away most efficiently. Start the cut at the top of the metal and proceed downward in a vertical line. A slight, but quick, up and down motion of the torch facilitates the removal of the slag. Figure 14-36 shows how the torch should be moved up and down to facilitate the slag removal. Using a regular cutting torch, it is difficult to obtain as clean and narrow a kerf when cutting alloy metals as when cutting straight carbon steels.
Many of these alloy metals have melting temperatures below that of mild steel. The oxides formed when cutting have a melting temperature higher than that of the original metal. These high-melting-point oxides must be reduced and/or blown out of the cut as it proceeds, or the cutting action stops. For the same relative thickness of metal, stainless steels need approximately 20% more preheating flame and 20% more cutting oxygen than is required to cut mild steel. It is also a good practice to use a slightly carburizing flame when preheating stainless steel.
The metal to be cut should be placed so that the cutting tip and flame are in a horizontal position whenever possible. Setting up the base material in the vertical position is most preferable so that the molten slag can be blown away most efficiently. Start the cut at the top of the metal and proceed downward in a vertical line. A slight, but quick, up and down motion of the torch facilitates the removal of the slag. Figure 14-36 shows how the torch should be moved up and down to facilitate the slag removal. Using a regular cutting torch, it is difficult to obtain as clean and narrow a kerf when cutting alloy metals as when cutting straight carbon steels.
Like carbon steel, alloy steels must be preheated before the cutting operation is started. Stainless steels must be preheated to a white heat before the cutting oxygen is turned on. The cutting action is much more violent with stainless steels than with straight carbon steels. Cutting takes place with considerable sparking and blowing of the slag.
In situations where the progress of the cutting is frequently interrupted by the presence of unmeltable slag, the welder may consider holding a mild steel welding rod in the kerf of the metal. The mild steel, mixed with the alloy steel, dilutes or reduces the percentage of the alloys in the area of the cut. The cutting properties of the alloy metal in the area of the cut thus become more like those of mild steel. The cut proceeds more smoothly.
Adding welding rod to the cut is also useful when cutting poor grade steels, cast irons, and old, oxidized steel castings. Powder cutting, plasma arc cutting, and inert gas arc metal cutting have proven much more practical for cutting steel alloys and nonferrous metals. For full details on these processes, refer to Chapters 10 and 23.
In situations where the progress of the cutting is frequently interrupted by the presence of unmeltable slag, the welder may consider holding a mild steel welding rod in the kerf of the metal. The mild steel, mixed with the alloy steel, dilutes or reduces the percentage of the alloys in the area of the cut. The cutting properties of the alloy metal in the area of the cut thus become more like those of mild steel. The cut proceeds more smoothly.
Adding welding rod to the cut is also useful when cutting poor grade steels, cast irons, and old, oxidized steel castings. Powder cutting, plasma arc cutting, and inert gas arc metal cutting have proven much more practical for cutting steel alloys and nonferrous metals. For full details on these processes, refer to Chapters 10 and 23.
14.8 Cutting Cast Iron
As mentioned previously, it is more difficult to cut cast iron than steel. This is because iron oxides of cast iron melt at a higher temperature than the cast iron itself. However, cutting has been performed successfully on cast iron in many salvage shops and foundries. When cutting cast iron, it is important to preheat the whole casting before starting the cut. The metal should not be heated to a temperature that is too high, since this oxidizes the surface and makes cutting difficult. A preheat temperature of about 500°F (260°C) is usually satisfactory.
When cutting cast iron, use a carburizing flame to prevent oxides from forming on the surface before the cutting starts. Because of oxidation-related problems, the kerf in cast iron is always wider than it would be in steel. After completing a cut on cast iron, the casting should be cooled very slowly if gray cast iron is desired. Rapid cooling creates a white cast iron grain structure.
It is difficult to cut cast iron with a typical oxyfuel gas cutting torch. Other more satisfactory methods of cutting have been developed. These include oxygen arc, plasma arc, chemical flux, metal powder, and exothermic cutting. See Chapters 10 and 23 for descriptions of these cutting processes.
When cutting cast iron, use a carburizing flame to prevent oxides from forming on the surface before the cutting starts. Because of oxidation-related problems, the kerf in cast iron is always wider than it would be in steel. After completing a cut on cast iron, the casting should be cooled very slowly if gray cast iron is desired. Rapid cooling creates a white cast iron grain structure.
It is difficult to cut cast iron with a typical oxyfuel gas cutting torch. Other more satisfactory methods of cutting have been developed. These include oxygen arc, plasma arc, chemical flux, metal powder, and exothermic cutting. See Chapters 10 and 23 for descriptions of these cutting processes.

{kind=link}