14.6 Cutting Steel with the Oxyfuel Gas Cutting Torch
Metals that can be cut with the oxyfuel gas cutting torch are divided into two classes:
Practically all steels fall under the first classification and, therefore, cutting presents little difficulty. When the cutting jet is turned on, the iron oxides that form melt at a lower temperature than the base metal. These oxides are easily blown away by the cutting oxygen jet, leaving a clean and straight cut. When an expert handles the cutting torch, or if an automatic cutting machine is used, the kerf formed has a smoothness similar to that of a saw cut.
The second class includes cast iron, some alloy steels, stainless steel, and nonferrous metals. These metals are more difficult to cut because their oxides have a higher melting temperature than the metal. It is almost impossible to cut an even kerf. It is very important that these oxides, called refractory oxides, be reduced by chemical action or be prevented from forming. See Chapter 23 for special cutting processes used with refractory oxides.
To perform oxyfuel gas cutting on metals from this second classification, the welder must carefully monitor and adjust the following variables:
- Metals whose oxides (compound of oxygen and the metal) have a lower melting temperature than the metal itself.
- Metals whose oxides have a higher melting temperature than the metal itself.
Practically all steels fall under the first classification and, therefore, cutting presents little difficulty. When the cutting jet is turned on, the iron oxides that form melt at a lower temperature than the base metal. These oxides are easily blown away by the cutting oxygen jet, leaving a clean and straight cut. When an expert handles the cutting torch, or if an automatic cutting machine is used, the kerf formed has a smoothness similar to that of a saw cut.
The second class includes cast iron, some alloy steels, stainless steel, and nonferrous metals. These metals are more difficult to cut because their oxides have a higher melting temperature than the metal. It is almost impossible to cut an even kerf. It is very important that these oxides, called refractory oxides, be reduced by chemical action or be prevented from forming. See Chapter 23 for special cutting processes used with refractory oxides.
To perform oxyfuel gas cutting on metals from this second classification, the welder must carefully monitor and adjust the following variables:
- Pressure of the oxygen fed to the cut.
- Size of the oxygen jet orifice.
- Speed of the cutting torch across the metal.
- Distance of the preheat flame from the metal.
- Size of the preheat flames or the amount of heat delivered to the base metal.
- Torch tip position (angle) relative to the metal.
- The alignment of the torch tip orifices with the kerf.
Note that the oxygen pressure determines the velocity of the oxygen jet. The orifice size determines the amount of oxygen delivered in cfh (cubic feet per hour) or L/min (liters per minute) at any particular pressure.
The cut should proceed just fast enough to provide a slight amount of drag at the line of cutting. If the drag is too small, the oxygen consumption is too great. If the drag is large, the cutting tip orifices may be too small for the job.
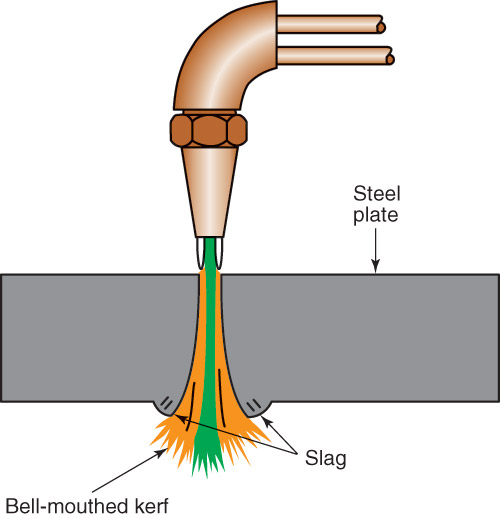
Figure 14-17 shows the result if too much oxygen is fed to the steel being cut. The cut widens out as the jet penetrates the thickness of the metal. This leaves a bell-mouthed kerf on the side of the metal away from the torch.
The cut should proceed just fast enough to provide a slight amount of drag at the line of cutting. If the drag is too small, the oxygen consumption is too great. If the drag is large, the cutting tip orifices may be too small for the job.
Figure 14-17 shows the result if too much oxygen is fed to the steel being cut. The cut widens out as the jet penetrates the thickness of the metal. This leaves a bell-mouthed kerf on the side of the metal away from the torch.
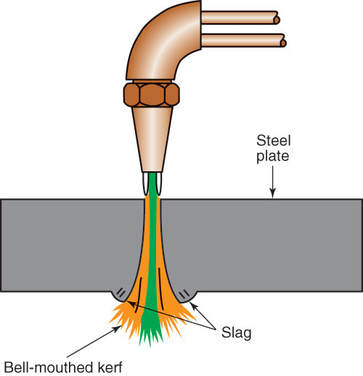
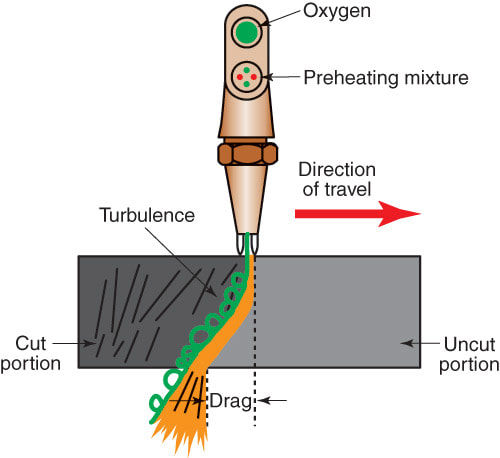
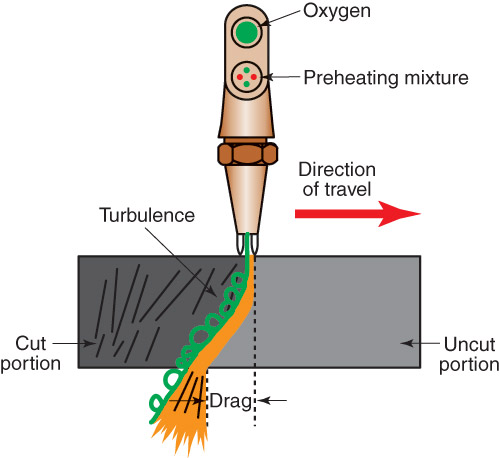
Figure 14-18 shows the result if the torch is moved too rapidly across the work. The metal at the bottom (far side) of the cut is not burned away if the torch is moved too rapidly. This is because it does not receive enough heating and oxygen to complete the cut. The large drag results in a turbulent action of the torch gases which leaves a kerf that is very rough and irregular in shape.
If the metal preheat temperature drops below the ignition temperature (metal darkens from cherry red to dark red or black), the oxygen to the cutting orifice should be closed off by releasing the cutting oxygen lever. The metal should again be preheated to the proper temperature by the preheating flames. The cutting oxygen should be turned on and the cut continued when a cherry red color is obtained. These starting and stopping actions can cause an irregular cut and should be avoided.
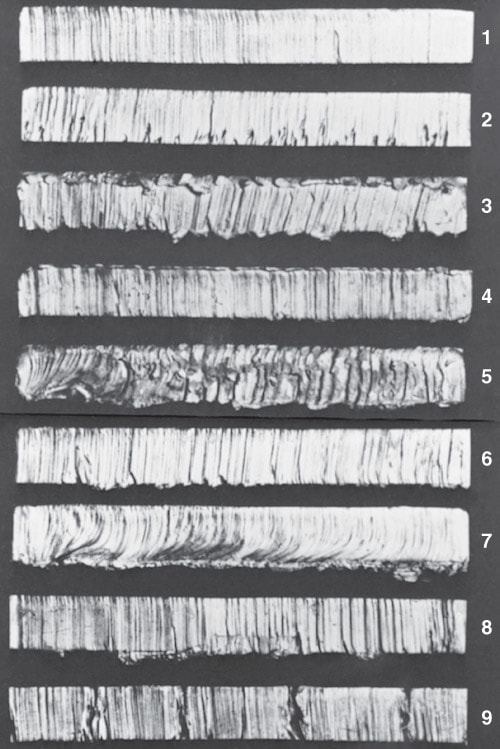
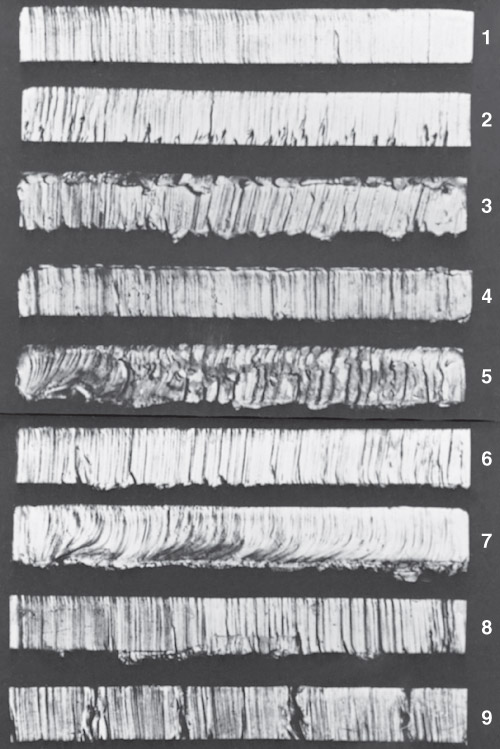
Metal that is very dirty and rusty should be cleaned before starting the cutting operation. The impurities on the metal slow the cutting speed, and may cause a rough and irregular kerf. Figure 14-19 shows a number of completed cuts. The cause of each poor cut is explained in the caption.
Metal that is very dirty and rusty should be cleaned before starting the cutting operation. The impurities on the metal slow the cutting speed, and may cause a rough and irregular kerf. Figure 14-19 shows a number of completed cuts. The cause of each poor cut is explained in the caption.
The torch motion to be used in cutting is a matter of the welder's own experience. Usually, the welder moves the torch in a straight line, with no side-to-side motion. In some cases, the thickness of the metal requires an oscillating (side-to-side) motion in order to obtain the necessary width of cut.
When cutting, the welder should stand in a comfortable position that permits looking into the cut as it is being formed. In order to see into the kerf, the welder should move the torch away from him or herself while cutting, rather than toward him or her. The cut may be made from right to left with a good view of the kerf. The torch is usually held with both hands for optimal control, as shown in Figure 14-20.
When cutting, the welder should stand in a comfortable position that permits looking into the cut as it is being formed. In order to see into the kerf, the welder should move the torch away from him or herself while cutting, rather than toward him or her. The cut may be made from right to left with a good view of the kerf. The torch is usually held with both hands for optimal control, as shown in Figure 14-20.

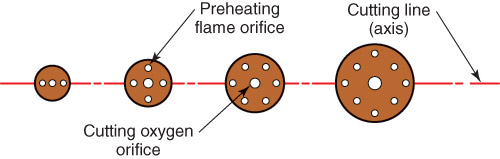
Normally, the tip is perpendicular to the surface being cut. The end of the inner cone of the preheating flame should be held just above the metal. If the cutting tip has 4, 6, or more preheating orifices, one orifice should precede (lead) the cutting orifice. One orifice should follow the cut. The other orifices should be aligned to heat each side of the kerf equally. See Figure 14-6.
Welders should wear safety boots with high tops, trousers without cuffs, and leggings to protect against flying molten slag. Welding leggings are pieces of leather that cover the shin and top of the shoe to protect against splashes of molten metal and sparks. (Trousers with cuffs must be covered to keep them from catching the white-hot metal slag as it drops from the cut.)
Place a heat-resistant (refractory) material container under the cut to catch the very hot liquid slag.
Welders should wear safety boots with high tops, trousers without cuffs, and leggings to protect against flying molten slag. Welding leggings are pieces of leather that cover the shin and top of the shoe to protect against splashes of molten metal and sparks. (Trousers with cuffs must be covered to keep them from catching the white-hot metal slag as it drops from the cut.)
Place a heat-resistant (refractory) material container under the cut to catch the very hot liquid slag.
14.6.1 Cutting Thin Steel
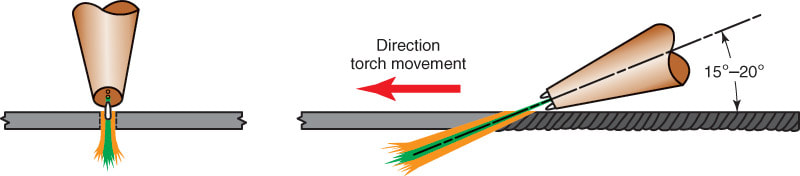
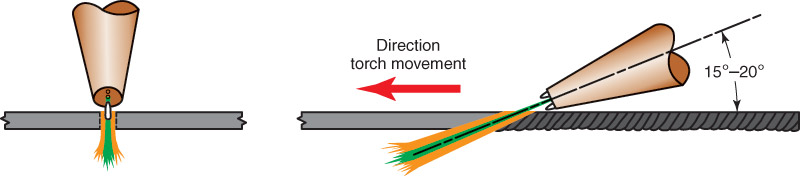
Cutting steel that is 1/8″ (3.18mm) or less in thickness requires the use of the smallest cutting tip available. A tip with only a few preheat holes is often used. In addition, the tip is usually pointed in the direction the torch is traveling. If even a small tip size seems too large, change the tip angle to 15°–20°, as shown in Figure 14-21. This lowered angle effectively increases the thickness of the metal being cut. On very thin metal, holding the tip near vertical produces too much preheating. The resulting cut is very poor. Many welders actually rest the edge of the tip on the metal during this process. Be careful to keep the end of the preheating inner cone just above the metal.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}