14.3 Cutting Outfit
An outfit used for manual oxyfuel gas cutting is similar to an oxyacetylene welding outfit. The outfits differ only in the torch and possibly the oxygen regulator used. The term cutting outfit is used to include all equipment required to perform a cut. A cutting station would include the outfit, lighting, ventilation, a cutting table, and possibly a booth.
Since the cutting torch must provide an oxygen cutting jet, it is quite different from a welding torch. Because the oxygen pressures for cutting are usually higher than the pressures employed when welding, an oxygen regulator with a higher working pressure should be used. Also, the inside diameter of the oxygen hose should be larger to provide a higher rate of flow.
Carefully review Chapters 11 and 13 before connecting and operating the oxyfuel gas cutting outfit. Information in those chapters concerning cylinders, manifolds, regulators, hoses, torches, and tips also apply to oxyfuel gas cutting outfits.
Since the cutting torch must provide an oxygen cutting jet, it is quite different from a welding torch. Because the oxygen pressures for cutting are usually higher than the pressures employed when welding, an oxygen regulator with a higher working pressure should be used. Also, the inside diameter of the oxygen hose should be larger to provide a higher rate of flow.
Carefully review Chapters 11 and 13 before connecting and operating the oxyfuel gas cutting outfit. Information in those chapters concerning cylinders, manifolds, regulators, hoses, torches, and tips also apply to oxyfuel gas cutting outfits.
14.4 Cutting Torch
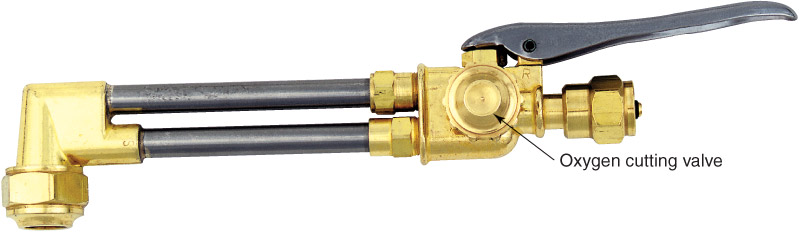
A cutting torch is similar to a welding torch, however, a cutting torch has a separate passageway for the oxygen jet. As in welding, the cutting torch is connected to oxygen and fuel gas cylinders. Review Chapter 13 for a more complete description of the oxyfuel gas cutting torch and cutting torch attachment shown in Figure 14-3.
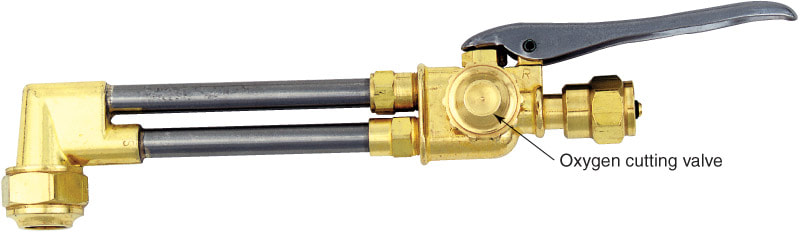
Figure 14-3
Figure 14-3. A standard cutting torch attachment that quickly attaches to a torch body. (Uniweld Products, Inc.)
Figure 14-3. A standard cutting torch attachment that quickly attaches to a torch body. (Uniweld Products, Inc.)
This chapter deals only with the procedure for oxyfuel gas cutting. See Chapter 23 for other methods of cutting.
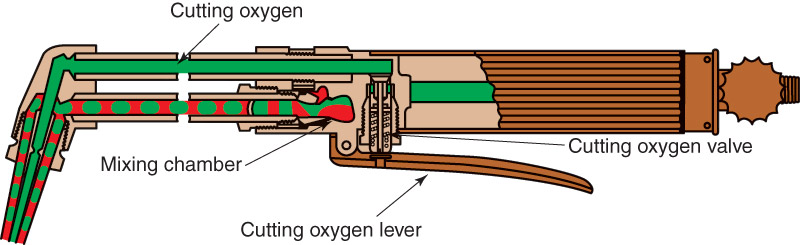
In an oxyfuel gas cutting torch, the preheating flame(s) comes from one or more of the torch tip's orifices arranged around a central oxygen orifice. Figures 14-2 and 14-3 show two different designs of cutting torches. The welder controls the cutting operation using the cutting oxygen lever. In operation, a preheating flame is maintained at the tip through small orifices arranged around the cutting oxygen orifice. Cuts are made by depressing the cutting oxygen lever on the torch, which controls the flow of oxygen from the center orifice, as shown in Figures 14-4 and 14-5.
In an oxyfuel gas cutting torch, the preheating flame(s) comes from one or more of the torch tip's orifices arranged around a central oxygen orifice. Figures 14-2 and 14-3 show two different designs of cutting torches. The welder controls the cutting operation using the cutting oxygen lever. In operation, a preheating flame is maintained at the tip through small orifices arranged around the cutting oxygen orifice. Cuts are made by depressing the cutting oxygen lever on the torch, which controls the flow of oxygen from the center orifice, as shown in Figures 14-4 and 14-5.
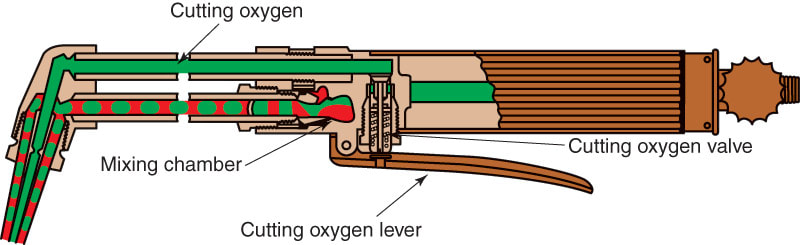
Figure 14-4
Figure 14-4. A cross-sectional drawing of cutting torch with preheat mixing chamber located in the torch body. (ESAB Welding and Cutting Products)
Figure 14-4. A cross-sectional drawing of cutting torch with preheat mixing chamber located in the torch body. (ESAB Welding and Cutting Products)
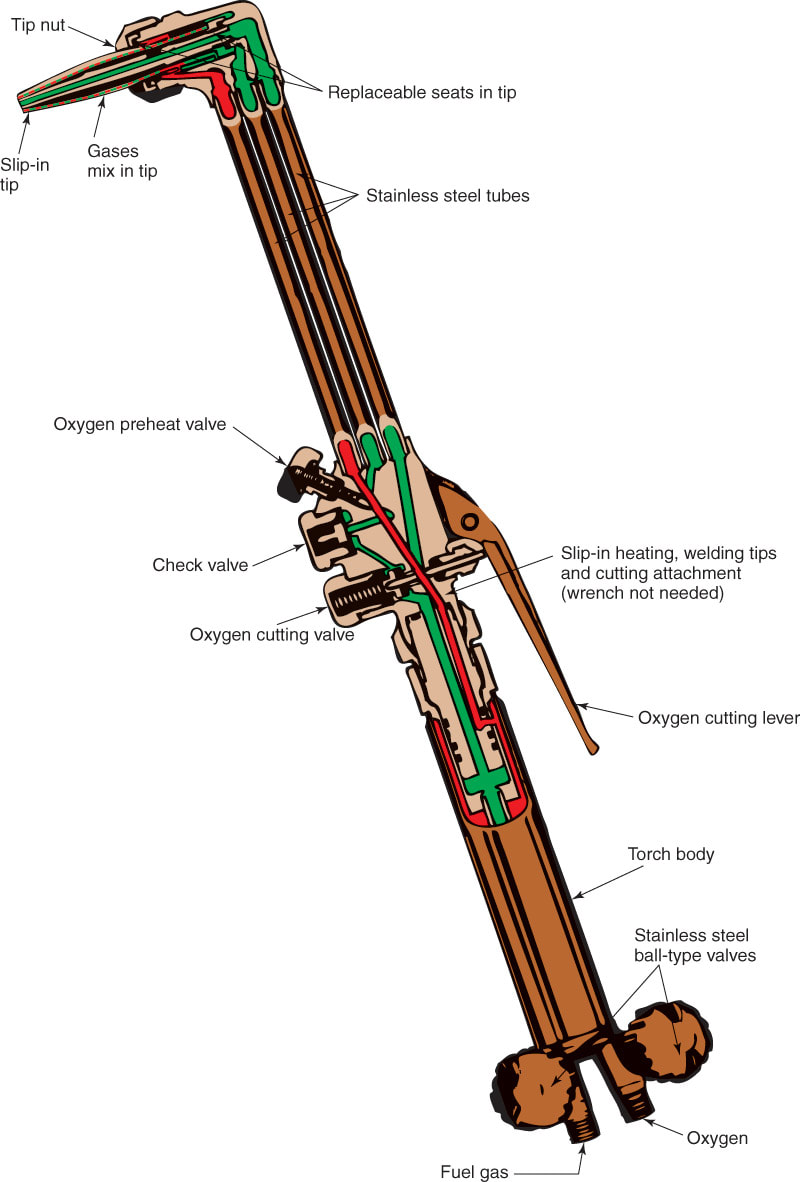
Figure 14-5
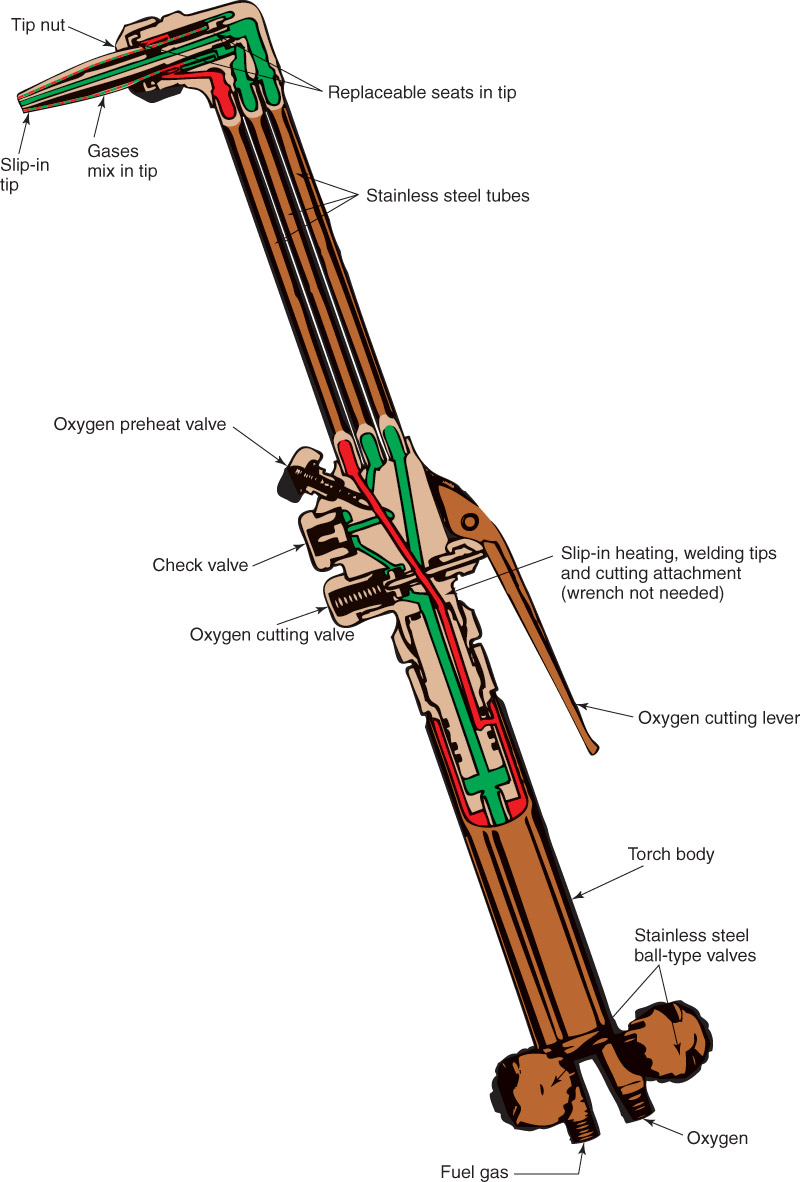
Figure 14-5. A sectioned view of cutting torch attachment mounted on a torch body. The preheat gases are mixed in the tip of the torch where it connects into the torch head. (Smith Equipment)
Figure 14-5. A sectioned view of cutting torch attachment mounted on a torch body. The preheat gases are mixed in the tip of the torch where it connects into the torch head. (Smith Equipment)
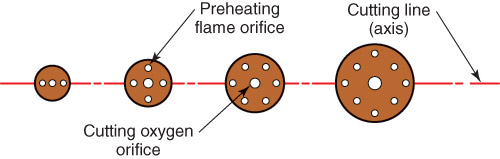
Before the cutting torch is turned on, the desired cutting tip must be inserted into the torch and aligned. Most cutting tips have an even number (2, 4, 6, 8) of preheating orifices. For the best cutting quality, two of the preheating orifices are aligned with the cutting line and the others are set on each side of the cutting line. See Figure 14-6.
There are two different types of oxyfuel gas cutting torches:
There are two different types of oxyfuel gas cutting torches:
- Positive-pressure torch.
- Injector-type torch.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}