14.1 The Heat of Combustion of Steel
In welding and cutting, burning is the rapid oxidation of a material. Virtually all materials burn, if they are first heated to their ignition temperature in the presence of oxygen. Ignition temperature (or kindling point) is the lowest temperature in a normal atmosphere at which a given material will ignite spontaneously without any external spark or flame. Steel is a combustible material, since it burns (oxidizes). During the process of burning, steel releases a considerable amount of heat that is measured in British thermal units (Btu) or joules. This is called the heat of combustion. The heat of combustion helps to keep the metal in the cutting area at the ignition temperature, so that cutting can progress smoothly.
14.2 Oxyfuel Gas Cutting Process
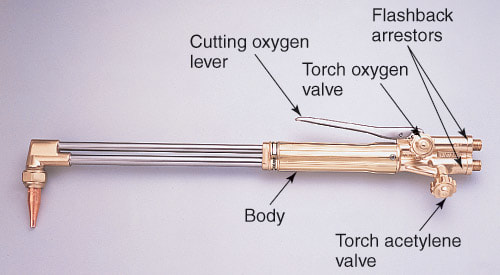
A special torch and tip is used in the oxyfuel gas cutting process. See Figure 14-1. Cutting tips have one or more preheating orifices (holes) to provide the flames used to heat the metal being cut to its ignition temperature. Cutting oxygen exits from a central orifice when the welder presses the cutting oxygen lever. See Figure 14-2. The ignition temperature of steel occurs when its color is cherry red and its temperature is about 1300°F to 1400°F (704°C to 760°C).
The oxyfuel gas preheating flames are adjusted and used in the same manner as the flames used for welding. The preheating flames are used to heat a spot on the base metal to its ignition temperature. When the ignition temperature is reached, the operator depresses the oxygen lever, and a stream of pressurized oxygen burns the metal and blows it away from the base metal. As the torch is moved along a predetermined line, the metal is cut, forming the cut or kerf. The preheating flames are kept burning throughout the entire cutting process. These flames are required to ensure that the base metal never drops below its ignition temperature during cutting.
14.2 Oxyfuel Gas Cutting Process
A special torch and tip is used in the oxyfuel gas cutting process. See Figure 14-1. Cutting tips have one or more preheating orifices (holes) to provide the flames used to heat the metal being cut to its ignition temperature. Cutting oxygen exits from a central orifice when the welder presses the cutting oxygen lever. See Figure 14-2. The ignition temperature of steel occurs when its color is cherry red and its temperature is about 1300°F to 1400°F (704°C to 760°C).
The oxyfuel gas preheating flames are adjusted and used in the same manner as the flames used for welding. The preheating flames are used to heat a spot on the base metal to its ignition temperature. When the ignition temperature is reached, the operator depresses the oxygen lever, and a stream of pressurized oxygen burns the metal and blows it away from the base metal. As the torch is moved along a predetermined line, the metal is cut, forming the cut or kerf. The preheating flames are kept burning throughout the entire cutting process. These flames are required to ensure that the base metal never drops below its ignition temperature during cutting.


{kind=link}
{kind=link}