1.4 Oxyfuel Gas Welding and Cutting Safety
|
Welders should be well-trained in the function and operation of each part of an oxyfuel gas welding or cutting station. Welders should also be trained and tested in the correct methods of setting up an oxyfuel station, testing for leaks, lighting the torch, and shutting down an oxyfuel gas welding or cutting station. Welders must be aware of the hazards involved in the use of fuel gas, and oxygen cylinders and how these cylinders are safely stored. They should also be aware of the intense infrared radiation generated by oxyfuel welding and cutting.
1.4.1 High-Pressure Cylinder and Flammable Gas Hazards Cylinders containing acetylene, oxygen, and other high-pressure gases should be stored in an upright position, in an approved area or room, and fastened to a rigid post or wall with steel bands or chains. See Figure 1-18. Cylinders must always be stored with their safety caps in place. When in use at a station, cylinders must be fastened by the same methods to a wall or post, or mounted on an approved cylinder truck. When cylinders are moved, they must always have their safety caps in place. Cylinders should be moved using a cylinder truck, or tipped and rolled on edge by a trained operator using both hands. Acetylene gas must never be used at a working pressure on the gauge above 15 psig or 103 kPa. Oxygen and other gases should not be used at pressures greater than half of the highest reading on the gauge used. For example, if the highest reading on the oxygen working-pressure gauge is 40 psig, oxygen should not be used at a pressure greater than 20 psig. When welding is completed and the flame is extinguished, the system must be bled (emptied) of all gases from the cylinder outlet to torch tip. This is done by closing both cylinder tank valves, opening the torch valves, and turning in the regulator adjusting screws until all the gauges read zero. Then, close the torch valves and turn out the regulator adjusting screws until they feel loose. When a regulator is not in use, the adjusting screw must always be turned out until it feels loose. This is the off position for a regulator. 1.4.2 Fire Hazards While Welding or Cutting Always light the oxyfuel gas torch flame using an approved torch lighterA device used to ignite an oxyfuel gas torch. to avoid burning your fingers. See Figure 1-19. Never point the torch tip at anyone when lighting it or using it. Never point the torch at the cylinders, regulators, hoses, or anything else that can be damaged and cause a fire or explosion. Never lay a lighted torch down on the bench or workpiece, and do not hang it up while lighted. If the torch is not in the welder's hand, it must be off. |

Figure 1-18. For safety, cylinders should be secured to the wall by a chain or strong steel band.

Figure 1-19. Using a spark lighter to ignite an oxyfuel gas torch. The gauntlet-type glove protects the welder's wrist from sparks. (Richard Wood)

Figure 1-20. Fire extinguishers should be easily accessible in any part of the welding shop. Note the sign that clearly marks the location of the extinguisher.
|
To prevent possible fires and explosions, check valves and flashback arrestors must be installed in all oxyfuel gas welding and cutting outfits. Flashback arrestors are installed between the torch and the hose. They prevent the reverse flow of a burning fuel gas and oxygen mixture from the torch to enter the hoses, regulators, and cylinders.
When cutting with oxyfuel gas equipment, clear the area of all combustible materials. More welding environment fires are caused while performing oxyfuel gas or arc cutting than by any other means. To help prevent these fires, it is strongly recommended that at least one fire watch be posted with an extinguisher to watch for possible fires.
When cutting with oxyfuel gas equipment, clear the area of all combustible materials. More welding environment fires are caused while performing oxyfuel gas or arc cutting than by any other means. To help prevent these fires, it is strongly recommended that at least one fire watch be posted with an extinguisher to watch for possible fires.
The fire watch is a person who carefully watches for fires that may start in the area where the welding or cutting is done. Occasionally, hot work is done where hot metal or sparks could fall over one level in a building or might go under a wall to another area. When metal bulkheads are being worked on, intense heat on one side of the bulkhead could ignite materials on the other side. Whenever these situations occur, more than one fire watch should be assigned on each side of the wall and at each level involved. Each fire watch must have a fire extinguisher at hand and he or she must be trained to use it. Fire extinguishers should be located throughout the shop and clearly marked for easy identification. See Figure 1-20. The fire watch must also know how to notify other workers that a fire has started. Each fire watch must also know the correct escape routes from the area of the fire, if a fire starts.
It is suggested that welding and cutting is done at least 35 feet from flammable materials. Flammable materials that cannot be moved should be covered with flame-proof or flame-retardant blankets or covers and also wetted down to prevent a fire.
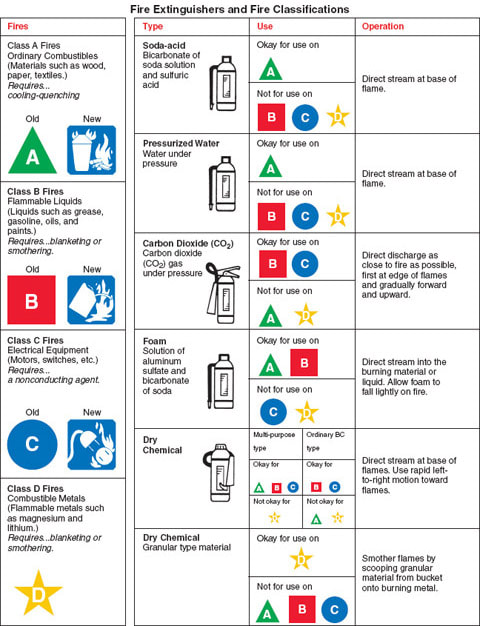
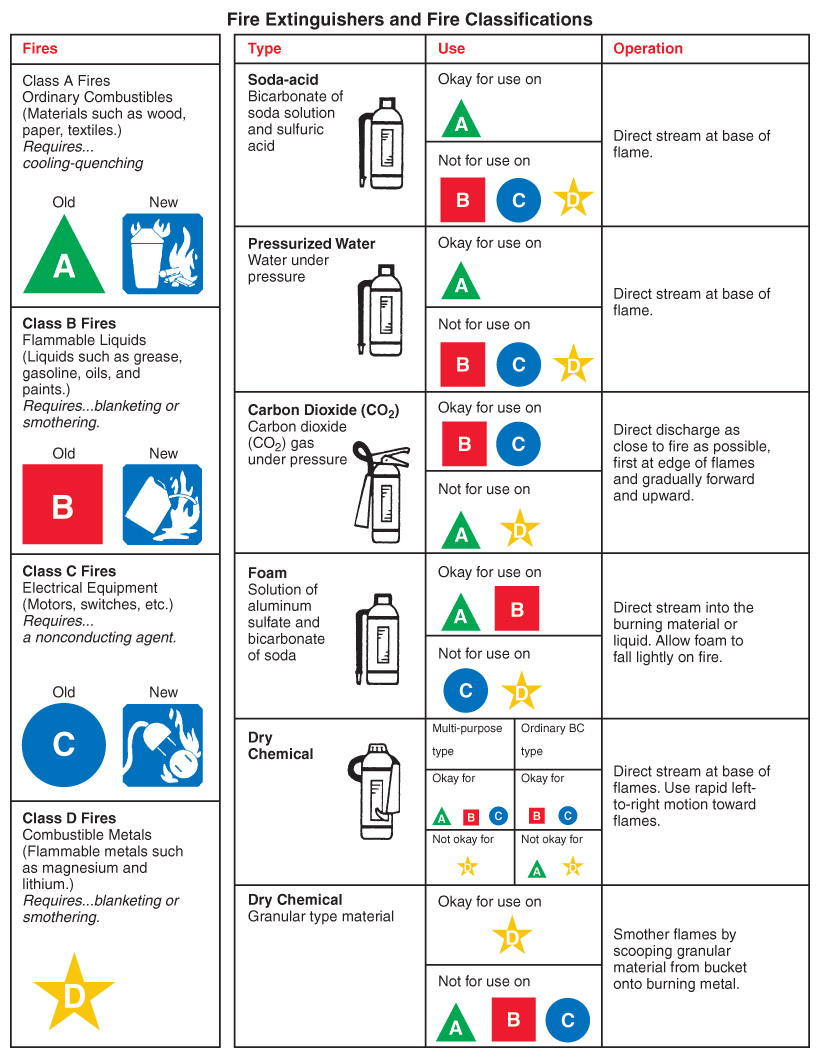
1.4.3 Fire Extinguisher Classifications
There are four classifications of flammable materials. These classes are solids like paper, wood, or cloth; combustible liquids such as gasoline, oil, or paint thinner; electrical fires in switches, fuse boxes, or motors; and combustible metals such as titanium and magnesium.
Fire extinguishers are marked with a sticker of differing colors and a letter A, B, C, or D in the middle of the sticker:
The chart in Figure 1-21 shows fire and fire extinguisher classifications.
It is suggested that welding and cutting is done at least 35 feet from flammable materials. Flammable materials that cannot be moved should be covered with flame-proof or flame-retardant blankets or covers and also wetted down to prevent a fire.
1.4.3 Fire Extinguisher Classifications
There are four classifications of flammable materials. These classes are solids like paper, wood, or cloth; combustible liquids such as gasoline, oil, or paint thinner; electrical fires in switches, fuse boxes, or motors; and combustible metals such as titanium and magnesium.
Fire extinguishers are marked with a sticker of differing colors and a letter A, B, C, or D in the middle of the sticker:
- Type “A” fire extinguishers are used to extinguish solid material fires. These extinguishers are marked with a green triangle with an “A” in the middle of the triangle.
- Type “B” fire extinguishers are used to extinguish combustible liquid fires and have a red square sticker with a “B” in the middle.
- Type “C” fire extinguishers are used to put out electrical fires and have a blue circle sticker with a “C” in the middle.
- Type “D” fire extinguishers are used to extinguish combustible metal fires. They have a yellow star sticker with a “D” in the middle.
The chart in Figure 1-21 shows fire and fire extinguisher classifications.

{kind=link}
{kind=link}
{kind=link}
{kind=link}